NC命名
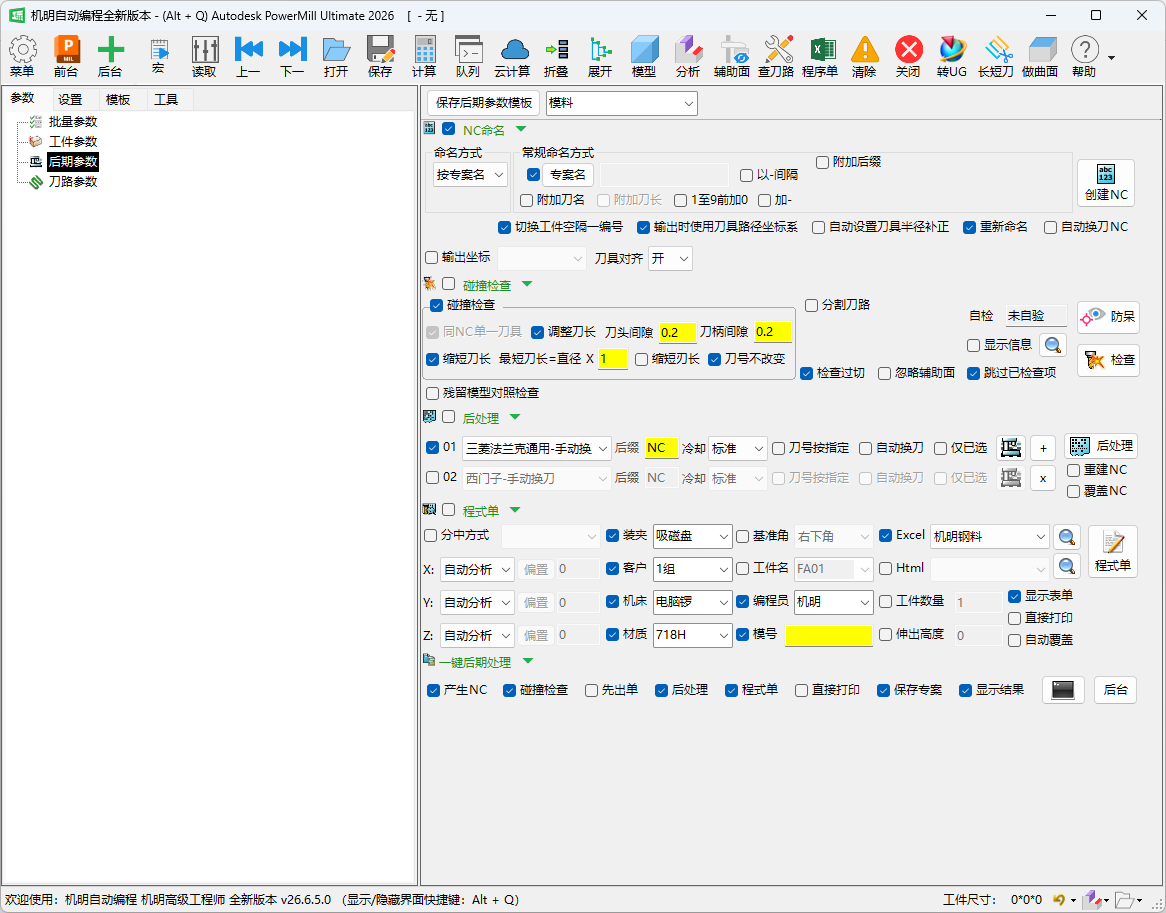
NC命名是后期参数的第一个环节,负责按照设定规则将 CAM 中的刀路文件夹重新命名,并同时复制生成 NC 程序。只有位于 NC 程序下的刀路才会参与后续的后处理与程序单生成;不在 NC 程序下的刀路不参与任何后期处理。
NC命名可单独手动执行,也可作为"一键后处理"流程的第一步自动运行,或在刀路计算完成后自动触发。
用途与适用场景
- 初次编程完成后,按统一规则将刀路文件夹整理为标准 NC 程序结构。
- 修改命名规则后,重新命名已有 NC 程序,使其符合新规范。
- 多工位编程时,配合"输出时使用刀具路径坐标系"选项,保证每个工位的 NC 程序以各自的编程坐标系输出,每个工位生成一张独立程序单。
- 自动换刀场景下,生成包含所有刀路的自动换刀 NC 程序,用于整个专案的连续仿真。
参数详解
命名方式
| 参数 |
说明 |
取值/默认 |
备注 |
| 命名方式 |
控制刀路文件夹名称的生成规则。 |
按专案名(默认);6位数字;自动字母;自动数字 |
在下拉菜单中切换,不同方式对应不同的参数区域显示。 |
按专案名方式(最常用)
| 参数 |
说明 |
取值/默认 |
备注 |
| 专案名 |
勾选后自动读取当前专案名称作为刀路文件夹名称;取消勾选可在下方文本框中手动输入名称。 |
勾选(默认) |
点击旁边的"专案"按钮可刷新显示当前专案名。 |
| 附加刀名 |
在每个刀路文件夹末尾追加该刀路使用的刀具名称。 |
不勾(默认) |
开启后便于区分同一 NC 程序下使用不同刀具的刀路。 |
| 附加伸出量 |
在刀路文件夹名称中追加刀具伸出长度信息。 |
不勾(默认) |
仅在勾选"附加刀名"时可用。 |
| 名称前导零 |
勾选后在编号前补足前导零,使各程序编号位数一致。 |
勾选(默认) |
例如将"1"补齐为"000001"。 |
| 添加换行 |
在 NC 程序各刀路区段之间插入空行,使程序结构更清晰。 |
勾选(默认) |
仅影响 NC 程序的内部排列,不影响文件夹命名。 |
| 添加序号行 |
在 NC 程序内为每条刀路添加序号标识行。 |
勾选(默认) |
— |
6位数字方式
| 参数 |
说明 |
取值/默认 |
备注 |
| 自动编号 |
软件自动根据专案内已有刀路文件夹数量推算并填入当前编号。 |
勾选(默认) |
取消勾选后可手动输入起始编号。 |
| 当前编号 |
显示或手动输入 6 位编号的起始值。 |
数字 |
仅在取消"自动编号"时可手动编辑。 |
附加后缀
勾选"附加后缀"后,界面会随工件类型显示不同的输入框:电极工件显示三个并排输入框,依次标注"精公""中公""粗公",分别填写各等级刀路文件夹末尾要附加的符号;模料工件只显示一个加宽的输入框,标注"附加",统一附加一个符号(不再区分精/中/粗)。
| 参数 |
说明 |
取值/默认 |
备注 |
| 附加后缀(总开关) |
勾选后在刀路文件夹名末尾附加对应的指示符号。 |
勾选(默认) |
电极工件下分"精公/中公/粗公"三个输入框;模料工件下只有一个"附加"输入框。 |
| 精公 / 中公 / 粗公(电极) |
电极精公、中公、粗公刀路文件夹末尾分别附加的符号。 |
文本输入 |
仅电极工件显示三栏,按约定填写区分符号。 |
| 附加(模料) |
模料刀路文件夹末尾统一附加的符号。 |
文本输入 |
仅模料工件显示,单个输入框。 |
坐标系输出
| 参数 |
说明 |
取值/默认 |
备注 |
| 输出时使用刀具路径坐标系 |
勾选后,后处理时自动以每条刀路的编程坐标系生成 NC 程序和程序单。 |
勾选(默认) |
多工位编程时尤为重要,可保证每个工位使用各自的编程坐标系,生成各自独立的程序单。与"指定输出坐标系"互斥,启用其一时另一个自动关闭。 |
| 指定输出坐标系 |
取消勾选"输出时使用刀具路径坐标系"后,可在下拉菜单中选择任意用户坐标系作为统一的后处理输出坐标系。 |
下拉选择用户坐标系 |
适用于编程坐标系与实际输出坐标系不一致的特殊场景。操作方法:在 NC 程序上右键 → 参数选择 → 选择输出用户坐标系,再执行后处理。 |
自动换刀 NC
| 参数 |
说明 |
取值/默认 |
备注 |
| 自动换刀 NC |
勾选后,在命名完成后将同一 NC 程序下所有刀路合并为一个带换刀指令的自动换刀程序。 |
不勾(默认) |
主要用途一:手动创建自动换刀 NC 用于正式后处理。主要用途二:用于整个专案的连续自动仿真——仿真前勾选生成自动换刀 NC,仿真完成后取消勾选,再以手动换刀 NC 执行碰撞检查和后处理。 |
此处"自动换刀 NC"与"一键后处理"的分工:本页的"自动换刀 NC"决定命名/重命名出来的 NC 是否为自动换刀(合并)格式——它是真正控制 NC 内容的开关,单独手动执行 NC 命名时即按此设置生成。而"一键后处理/批量后期处理"页中的"产生NC"只决定该流程里是否执行 NC 命名这一步;流程一旦执行命名,是否合并为自动换刀 NC 仍沿用本页的设置,不会被另一个统一值覆盖。因此要在一键/批量流程中得到自动换刀 NC,需在该流程勾选"产生NC",同时本页已勾选"自动换刀 NC"。
刀具半径补正
| 参数 |
说明 |
取值/默认 |
备注 |
| 自动设置刀具半径补正 |
勾选后,对设置有半径补正的刀路,在后处理时自动输出 G41/G42 半径补正指令(如 G41 X* Y* D1)。 |
勾选(默认) |
取消勾选则后处理时不输出任何半径补正指令,适用于不需要控制器做刀径补偿的场景。 |
操作步骤
- 在后期参数界面切换到"NC命名"标签页。
- 在"命名方式"下拉菜单中选择适合当前专案的命名规则(通常选"按专案名")。
- 根据工件类型(电极/模料)配置附加后缀;电极工件分别设置精公、中公、粗公的后缀符号。
- 确认坐标系输出设置:多工位编程保持默认勾选"输出时使用刀具路径坐标系";特殊需求时可切换到"指定输出坐标系"。
- 如需为自动仿真创建自动换刀 NC,暂时勾选"自动换刀 NC",仿真后记得取消。
- 单击界面上的"NC命名"按钮(或通过"一键后处理")执行。
提示与常见坑
- NC 程序外的刀路不参与后期处理:执行 NC 命名后,确认所有需要后处理的刀路已归入 NC 程序下,否则后处理和程序单会遗漏这些刀路。
- 自动换刀 NC 与碰撞检查不能同时使用:碰撞检查要求手动换刀 NC 格式;若当前为自动换刀 NC,碰撞检查将无法正确计算刀长和刃长。正确流程:先以手动换刀 NC 完成碰撞检查,再切换为自动换刀 NC 进行后处理。
- 多工位编程时默认选项已足够:保持默认的"输出时使用刀具路径坐标系"即可正确处理多工位输出,无需特别配置。
- 6 位数字命名的编号以专案内刀路文件夹总数为基础:软件自动统计当前专案的刀路文件夹数量来推算起始编号,切换专案后编号自动适应,无需手动重置。
- 附加刀名会延长文件夹名称:路径较深的专案开启附加刀名后,完整路径可能超过操作系统限制,建议路径较短时使用。
相关功能