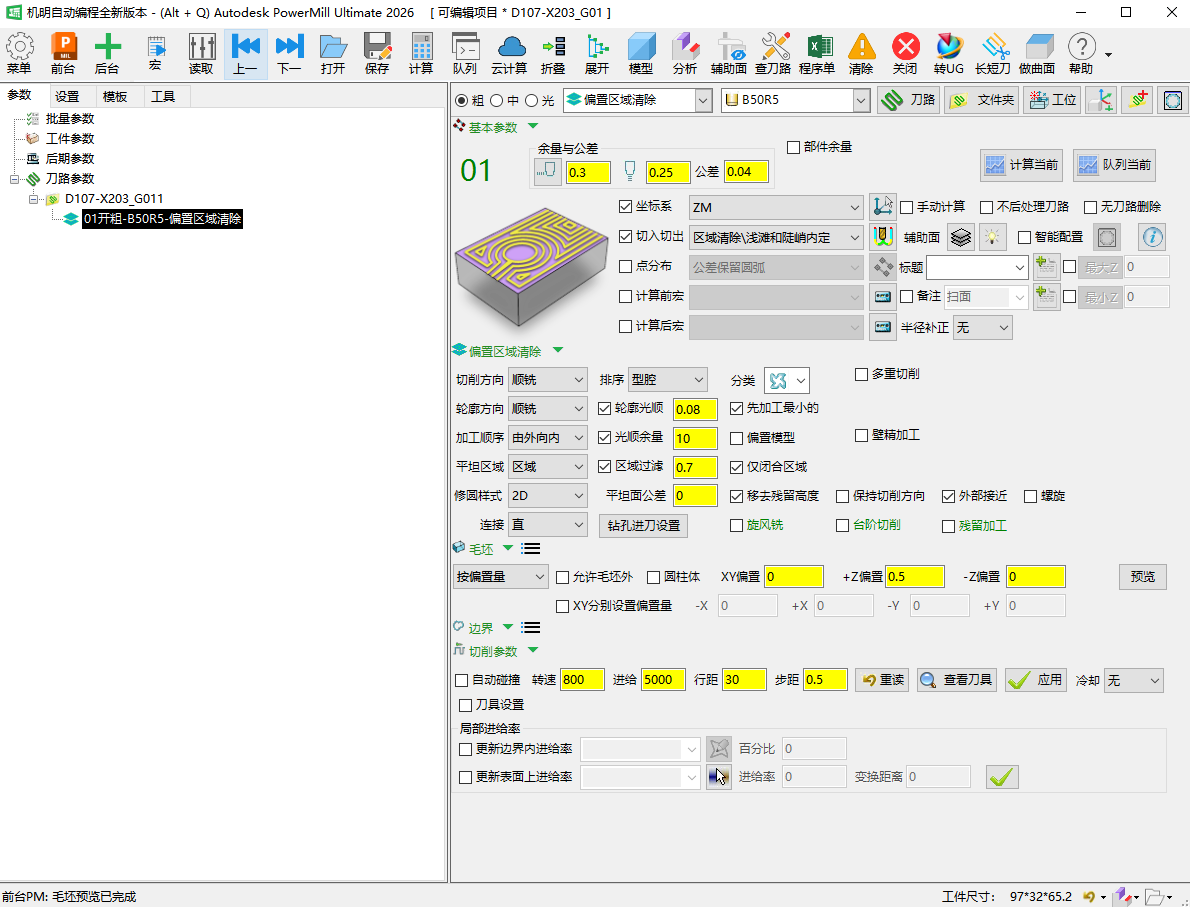
基本参数
基本参数标签页在模料刀路的所有策略中共用:无论当前选择的是哪种加工策略,打开任意一条刀路后都会看到"基本参数"标签,其布局和内容完全一致。该标签页集中了与刀路生成及管理相关的全局控制选项,通常只需在首次设置时配置一次,此后极少需要修改。
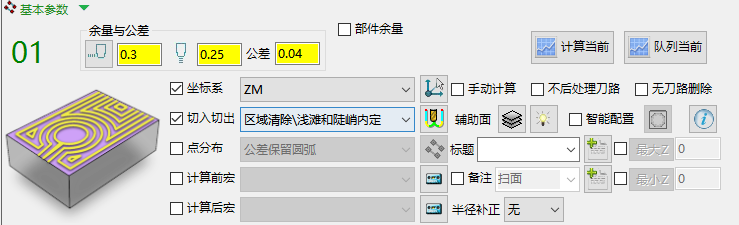
余量与公差
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 模型径向余量(XY 余量) | 刀路在 XY 平面方向相对于模型面留出的加工余量。 | 数值输入(mm) | 径向余量是模型侧面的留量,不影响 Z 轴深度。 |
| 模型轴向余量(Z 余量) | 刀路在 Z 轴方向相对于模型面留出的加工余量。勾选右侧图标可单独启用轴向余量输入框,实现径向与轴向余量分别设置;不勾选时轴向余量与径向余量联动一致。 | 数值输入(mm);需勾选图标启用 | 仅在精加工等需要 Z 向独立留量时才单独设置。 |
| 公差 | 控制刀路与理论模型面的最大允许误差。公差越大,刀路计算越快但误差越大;公差越小,刀路越精密但计算时间相应增加。 | 数值输入(mm) | 请根据实际加工要求设置,粗加工可适当放大以提速,精加工建议使用较小值。 |
用户坐标系
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 坐标系 | 为当前刀路指定编程所用的坐标系。勾选后可在下拉列表中选择已有坐标系;不勾选则使用软件当前激活的坐标系(无激活坐标系时退回世界坐标系)。 | 勾选/不勾;下拉选择坐标系 | 多用于多工位、多面加工,或图档需要使用不同坐标系的返修场景。右侧按钮可在软件中激活所选坐标系。 |
切入切出
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切入切出 | 为当前刀路指定进刀和退刀的方式(含连接方式)。不指定时按软件默认的切入切出执行,软件自带多种可选方案,绝大多数情况下无需更改。 | 勾选启用后在下拉列表中选择;软件默认 | 如需自定义切入切出方式,可在机明安装目录的策略模板文件夹下找到对应模块、对应策略模板的切入切出文件夹,里面即是对应的切入切出和连接宏文件。右侧"应用"按钮可在不重新计算刀路的情况下,将所选方式直接应用到已计算完的刀路中。 |
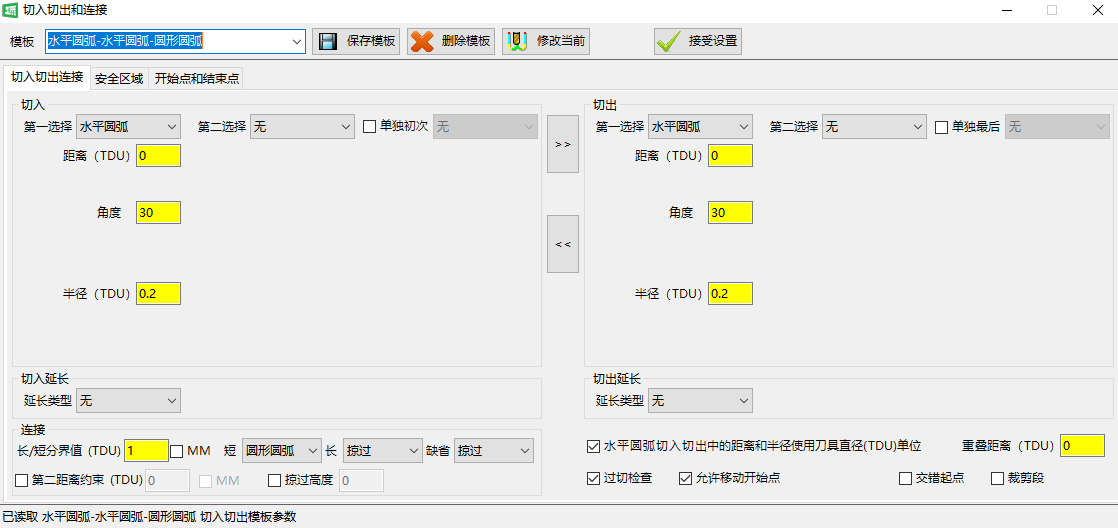
切入切出宏文件如何编辑
宏文件按行记录切入切出与连接的设置。以"水平圆弧 + 圆形圆弧"这一组合为例,各行含义如下:
- 第一行:切入切出方式,此处为水平圆弧;
- 第二行:距离;
- 第三行:角度;
- 第四行:半径(示例值为当前刀具直径的 0.2 倍);
- 第五行:第二选择,此处为无;
- 第六行:切入与切出相同的命令;
- 第七行:长短分界值(示例值为当前刀具直径的 1 倍);
- 第八行:短连接,此处为圆形圆弧;
- 第九行:长连接(略过);
- 第十行:缺省(略过)。
如果只是改动距离、角度、半径、长短分界值这类数值,可直接打开宏文件修改后保存。若要改动其他内容,建议先在加工模拟(验证刀路的窗口)中录制对应的宏命令,再把录好的命令复制进对应的宏文件夹保存。
录制切入切出宏的步骤:
- 在加工模拟窗口中重设表格;
- 打开"切入切出和连接"对话框;
- 开始录制宏;
- 设置好需要的切入切出和连接方式后,保存宏;
- 停止录制宏;
- 再次重设表格,调入刚录制好的宏进行检验;
- 检验无误后,即可在刀路中调用这个录制好的宏。
点分布
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 点分布 | 控制刀路刀位点的采样和输出分布方式,影响刀路点位的密度和排列规则。软件已按策略特点预设,一般无需修改。 | 勾选启用后在下拉列表中选择;软件默认 | 如需自定义,可在机明安装目录的策略模板文件夹下找到对应的点分布文件夹中的宏文件进行编辑。需注意,"修圆"类点分布与"接触点法线"不能同时启用,二者只能用其一,同时开启会警告而无法计算刀路。 |
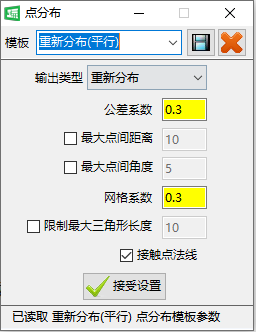
点分布宏文件如何编辑
以一个点分布宏文件为例,各行含义如下:
- 第一行:输出类型;
- 第二行:公差系数;
- 第三行:网格系数;
- 第四行:限制最大三角形长度(示例为关闭);
- 第五行:是否开启接触点法线(示例为不开启)。
如果只是改动公差系数和网格系数,可直接打开宏文件修改后保存。其录制与调用流程与切入切出宏一致:
- 在加工模拟窗口中重设表格;
- 打开"点分布"对话框;
- 开始录制宏;
- 设置好点分布参数后,保存宏;
- 停止录制宏;
- 再次重设表格,调入刚录制好的宏进行检查;
- 检查无误后,即可在刀路中调用这个录制好的宏。
半径补正
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 半径补正 | 设置刀具半径补偿的类型。可选:无、自动、2D、左、右、3D 补正。常用为"左"(G41,顺铣)和"右"(G42,逆铣)。 | 下拉选择;默认"无" | 顺铣使用左补正(G41),逆铣使用右补正(G42)。 |
| 补正编号 | 与机床刀具半径补偿面板对应的编号,通常与刀具编号相同。启用后可输入具体编号。 | 勾选启用;输入整数 | 需在机床补偿面板的对应编号位置输入实际补偿量,方可生效。 |
部件余量
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 部件余量 | 单独为模型的某一个或多个部件(曲面)设置独立余量,覆盖全局余量设置。 | 勾选启用 | 勾选后点击部件余量图标按钮,进入部件余量设置界面进行配置。 |
| 后面刀路继承 | 勾选后,当前刀路及其后续所有刀路均沿用此部件余量设置;不勾选则仅当前刀路有效。 | 勾选/不勾 | 仅在部件余量已启用时可见。 |
部件余量设置界面中提供以下几个操作:
- 开始设置:开启部件余量设置,开始挑选部件并指定余量;
- 查看设置:查看之前已经设置好的部件余量(可看到被选中的部件);
- 保存设置:保存当前设置好的部件余量;
- 删除设置:删除之前设置好的部件余量;
- 重置:清空并重新设置部件余量。
部件余量操作演示:
- 勾选"部件余量",点击部件余量按钮进入设置界面;
- 在界面中挑选部件、设置好余量参数,点击"保存";
- 通过"查看设置"可以确认选中的部件与余量是否正确;
- 计算刀路,即可看到部件余量已经生效。
若要让后续刀路自动沿用同一份部件余量,可在当前刀路勾选"后面刀路继承"。此时即便后续刀路自己关闭了部件余量,其实际采用的部件余量也会与上一条刀路保持一致。
计算控制
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 手动计算 | 勾选后,执行时仅保存参数但不自动计算刀路,需要时再手动触发计算。 | 勾选/不勾(默认不勾) | 适用于参数尚未调整完毕、暂不希望立即计算的情况。 |
| 不后处理此刀路 | 勾选后,该刀路仅起参考作用,不参与后期处理、不生成 NC 程序。 | 勾选/不勾(默认不勾) | 常用于定义假刀路(参考刀路)以优化二次粗加工策略,假刀路不出程序,仅供其他刀路参考使用。 |
| 计算前宏 | 在当前刀路开始计算之前自动执行指定的宏程序。 | 勾选启用;下拉选择宏文件 | 可选文件来自软件安装目录下"个性化宏 → 刀路计算前"文件夹。无论是前台计算还是提交队列(后台)计算,该宏都会随刀路计算一并执行。 |
| 计算后宏 | 在当前刀路计算完成之后自动执行指定的宏程序。 | 勾选启用;下拉选择宏文件 | 可选文件来自软件安装目录下"个性化宏 → 刀路计算后"文件夹;同样在前台与队列计算场景下都会执行。 |
加工区域 Z 轴限界
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| Z 最大值 | 勾选后限定刀路在 Z 轴方向的加工上限,超过此值的区域不产生刀路。 | 勾选启用;输入 Z 坐标值(mm) | 可直接输入数值,也可通过右侧按钮拾取模型上的点来定义。 |
| Z 最小值 | 勾选后限定刀路在 Z 轴方向的加工下限,低于此值的区域不产生刀路。 | 勾选启用;输入 Z 坐标值(mm) | 拾取模型点后须点击"Z 最大值"或"Z 最小值"按钮确认,而非直接点击"应用"。 |
例如:在毛坯与边界都没有限制的情况下,把 Z 最大值设为 68、Z 最小值设为 62,计算出来的刀路只会加工 Z 在 62 到 68 之间的部分,超出这一范围的区域不产生刀路。
备注
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 备注 | 为当前刀路添加备注说明,可在程序单中输出显示。支持从下拉列表选择预设内容,也可直接输入自定义文字。 | 勾选启用;下拉选择或手动输入 | 预设备注内容保存在机明安装目录的策略模板文件夹下对应模块的备注配置文件中,可手动添加或修改。 |
操作按钮
| 操作 | 说明 |
|---|---|
| 计算当前 | 立即计算当前刀路,其他刀路不受影响。 |
| 队列当前 | 将当前刀路提交到后台队列计算,计算过程中不影响前台操作。 |
| 刀路快照 | 调用刀路模板时,可通过此功能查看该刀路具体适用的加工区域(仅模板场景使用)。 |
| 新增/修改备注 | 对已计算完成的刀路新增或修改备注信息。 |
提示
- 公差值设置原则:粗加工可适当放大公差以提高计算速度;精加工建议使用小公差以保证加工精度。
- 切入切出和点分布通常不需修改:软件已为每种策略预设了最优方案,修改前须确认了解新方案的适用场景。
- 假刀路用法:勾选"不后处理此刀路"后,该刀路仅在软件内部起参考作用,可用于优化二粗策略的残留计算,而不会产生任何实际加工程序。
- Z 限界配合毛坯和边界使用:Z 最大/最小值用于在毛坯和边界未控制的情况下单独限定 Z 轴加工范围,三者可灵活组合使用。
- 切削参数的位置差异:模料刀路把切削参数与其他参数放在同一界面中,便于一处查看调整;这一点与电极刀路不同(电极刀路中该部分单独放在一个子页面里)。具体参数含义可参考切削参数一节。