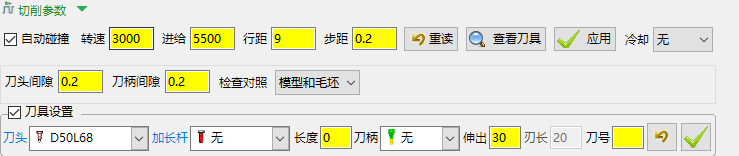
切削参数

切削参数标签页在模料刀路的所有策略中共用:无论是策略文件夹级别的主页面,还是某条具体刀路的子页面,都存在"切削参数"标签,内容和逻辑完全一致。该标签集中管理刀具的转速、进给、行距、步距、冷却方式等核心切削数据,以及自动碰撞检测和刀具夹持设置,并提供局部进给率覆盖功能。
模料刀路的每一条刀路策略都自带一套完整、独立的切削参数:每条刀路都可以单独设置自己的转速、进给、行距、步距,互不影响。也正因为每条刀路都能独立调参,"切削参数"标签才会在每条具体刀路的子页面上各自出现一份,而不是整个文件夹共用一份。
切削参数的数值默认从刀具库自动读取:软件在加载刀路时,根据当前策略类型、所用刀具和加工类型,从工件参数页面所选的刀具库中自动匹配对应的切削参数。日常编程极少需要手动修改;若手动修改后希望恢复刀库值,单击"重读"按钮即可。
基本切削数值
参数表
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 转速 | 当前刀路的主轴转速。 | 数值(r/min);默认从刀具库自动读取 | 单击"重读"可将手动修改的值恢复为刀具库默认值。 |
| 进给 | 当前刀路的切削进给速度(XY 方向)。 | 数值(mm/min);默认从刀具库自动读取 | 同上,重读可恢复默认值。 |
| 行距 | 相邻两条刀路之间的横向间距(适用于平行、最佳等高等策略)。不支持行距的策略此栏显示为灰色。 | 数值(mm);默认从刀具库自动读取 | 部分策略(如等高)不含行距,仅含步距;浅滩与陡峭区域两者均有。 |
| 步距 | 每层刀路在 Z 方向的切削深度(适用于等高类策略)。不支持步距的策略此栏显示为灰色。 | 数值(mm);默认从刀具库自动读取 | 部分策略(如平行)不含步距,仅含行距。 |
| 冷却 | 设置当前刀路的冷却方式。 | 下拉选择:无 / 标准 / 液体 / 雾状 / 水冷 / 风冷 / 经主轴 / 双冷;默认从刀具库读取 | 对应后处理中的冷却液指令。 |
操作按钮
| 按钮 | 说明 | 备注 |
|---|---|---|
| 重读 | 将当前刀路的转速、进给、行距、步距等数值全部恢复为刀具库中的对应默认值。 | 手动调整后如不满意,随时单击重读,不影响其他参数。 |
| 查看刀具 | 在后台打开当前刀具的设置界面,方便核查刀具参数。 | — |
| 应用 | 将当前界面已修改的转速和进给速度,直接应用到已计算完成的 PM 刀路中,无需重新计算。 | 仅对 PM 中已存在(已计算)的刀路有效;若该刀路尚未计算,点击会弹出"PM 中刀路不存在"的提示,不做任何修改。 |
碰撞检测
勾选"碰撞检测"后,计算刀路时软件按当前刀具的刀头和夹持形状,自动检测并规避刀具与模型之间的碰撞,同时确保刀头、夹持与模型保持设定的安全间距,只生成不发生碰撞的刀路部分。
通俗地说,碰撞检测要解决的是"刀够不够长、夹持会不会撞到工件"的问题:软件依据所设的刀头、刀柄间隙,在保证刀柄、刀头与模型留有指定安全距离、且不发生干涉的前提下,自动算出哪些区域能加工、哪些区域因夹持会碰撞而需要避让,从而生成安全的刀路。也正因如此,启用碰撞检测时必须保证当前刀具有合适的夹持——如果刀具库中默认的夹持不能满足要求(例如深腔需要更细的加长杆或更长的伸出),就要配合下方的"刀具设置"为该刀路单独指定夹持。
碰撞检测参数
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 碰撞检测 | 勾选后启用自动碰撞规避功能。 | 勾选/不勾(默认不勾) | 启用时须确保刀具库中已配置合适的夹持;免费版不可用。 |
| 检查对照 | 选择碰撞检测时的参照对象。 | 下拉选择:模型和毛坯 / 仅模型(部分策略仅有"模型"选项,不可更改) | 旋转等策略固定为"模型",不显示此下拉列表。 |
| 刀头间隙 | 刀具刀头(夹持头部)与模型之间需保持的安全间距,可在此页面直接输入数值。 | 数值(mm) | 这两个间隙都是用户可直接填写的输入框;只有勾选"碰撞检测"后才变为可编辑,未勾选时禁用。 |
| 刀柄间隙 | 刀具刀柄(夹持主体)与模型之间需保持的安全间距,可在此页面直接输入数值。 | 数值(mm) | 同上,需勾选"碰撞检测"后可编辑。 |
| 分段移动 | 对于某些支持曲面精加工的策略,勾选后在刀路移动段也进行碰撞检测,确保空移也不碰撞。 | 勾选/不勾 | 仅在特定策略(平行精加工、等高等)中显示。 |
| 输出(钻孔) | 仅在钻孔策略中显示。指定碰撞检测后输出哪些移动:安全和不安全移动 / 安全分割移动 / 仅安全孔移动。 | 下拉选择(仅钻孔策略可见) | 非钻孔策略下此控件隐藏。 |
刀具设置
勾选"刀具设置"后,可为当前刀路手动指定刀头、加长杆、刀柄型号,并设置各自的安装尺寸,覆盖刀具库中的默认夹持配置。此组参数与碰撞检测配合使用,用于深腔或标准夹持无法满足要求的场景。
要正确填写这组参数,先理解一支刀在软件里是怎样"分段"的,从刀尖往上依次为:
- 切削刃:实际参与切削的部分,对应"刃长"。它与刀柄一起构成刀具本体;末端的"刃长"即切削刃长度,刀柄右侧的"伸出"指刀具本体相对夹持的整体伸出长度。当刀具为直柄时没有独立的切削刃分段,"刃长"不生效。
- 刀头:靠近切削刃的一节夹持,对应"刀头"下拉。
- 加长杆:位于刀头之上、用于把刀伸进深腔的延长段,对应"加长杆"下拉;其右侧的"长度"指加长杆相对刀头的伸出长度。
- 刀柄:最上端装夹在主轴一侧的部分,对应"刀柄"下拉。
刀头、加长杆、刀柄三段可以按需任意组合:既可以三段都设,也可以只设其中一项,软件会按所选组合参与碰撞计算。不同刀具、不同加工深度往往需要不同的夹持配置,因此遇到标准夹持够不到或会干涉时,就在这里换更合适的刀头/加长杆/刀柄。选择时把鼠标停在"刀头"或"加长杆"上方,会弹出该型号的图片预览,显示其形状与每一节的直径,便于确认是否合用。

刀具设置参数
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 刀具设置(组标题复选框) | 勾选后展开刀头/加长杆/刀柄配置区域。 | 勾选/不勾 | 免费版不可用。 |
| 刀头 | 从下拉列表中选择刀头型号。 | 下拉树形选择 | 悬停标签时弹出图片预览,显示形状和各段直径,方便确认。 |
| 加长杆 | 从下拉列表中选择加长杆型号。 | 下拉树形选择 | 仅在已选择刀头时可选;悬停标签时同样可预览图片。 |
| 长度(加长杆伸出长度) | 加长杆相对刀头的伸出长度。 | 数值(mm) | 仅在已选择加长杆时可编辑。 |
| 刀柄 | 从下拉列表中选择刀柄型号。 | 下拉树形选择 | — |
| 伸出(刀具整体伸出长度) | 刀具从夹持末端到刀尖的整体伸出长度。 | 数值(mm) | 影响碰撞计算的有效长度。 |
| 刃长(切削刃长度) | 刀具切削刃部分的有效长度,影响刀具在 PM 中的避空计算。 | 数值(mm) | 选择直柄时此项不生效。 |
| 刀号 | 当前刀路使用的刀具编号,后处理时写入换刀指令 T 代码。 | 数值(黄色底色文本框,可为空) | 为 0 时界面显示为空;如需指定换刀顺序,须填写正整数。 |
| 应用到 PM(应用夹持按钮) | 将当前填写的刀头/加长杆/刀柄及伸出长度,实际写入 PM 中当前激活的刀具,使 PM 可用于碰撞仿真。 | 按钮操作 | 此操作会复制刀具并替换当前刀路的刀具。 |
| 从刀库重读(刀具设置区重读按钮) | 从刀具库重新读取当前刀具的夹持配置,覆盖手动修改的刀头/加长杆/刀柄选项。 | 按钮操作 | — |
勾选"刀具设置"并修改后,软件会把同一刀路文件夹中使用相同刀具的其他刀路自动同步为相同的伸出长度、刃长、刀号、加长杆伸出长度,以及刀头/加长杆/刀柄的选择;刀头间隙、刀柄间隙、碰撞检测开关等不在同步范围内。
局部进给率
局部进给率允许对刀路中特定区域单独覆盖切削进给速度,分为按边界覆盖和按曲面覆盖两种方式。此功能为部分定制版功能,仅特定客户版本显示。

参数表
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 边界内进给率(复选框) | 勾选后,对所选边界范围内的刀路部分应用指定的进给百分比。 | 勾选/不勾 | 勾选后下拉列表和百分比输入框才可编辑。 |
| 边界名称 | 选择用于限定区域的边界对象。下拉列表实时列出 PM 中已有边界;也可通过右侧按钮在 PM 中草绘一条新边界。 | 下拉选择 | — |
| 百分比 | 边界内区域的进给速度,以主进给的百分比表示。 | 数值(%) | 例如填 50 表示该区域进给减半。 |
| 曲面上进给率(复选框) | 勾选后,对接触所选曲面的刀路部分应用指定的绝对进给速度。 | 勾选/不勾 | 勾选后曲面选择下拉和进给率输入框才可编辑。 |
| 曲面级别 | 选择用于限定区域的曲面(图层/级别对象)。可通过右侧按钮在 PM 中拾取曲面并自动创建对应的图层。 | 下拉选择(列出 PM 中已有图层) | — |
| 进给率(曲面进给率) | 曲面所在区域的绝对切削进给速度。 | 数值(mm/min) | — |
| 变换距离 | 在曲面上进给率生效区域的边缘设置渐变过渡距离,使进给速度平滑过渡,避免突变。 | 数值(mm) | 作用于"曲面上进给率"的过渡;边界内进给率按百分比整体生效,不使用此过渡距离。 |
| 应用局部进给率(应用按钮) | 将边界内进给率和/或曲面上进给率实际写入 PM 刀路,无需重新计算整条刀路。 | 按钮操作 | — |
边界内的"百分比"是按主切削进给相乘缩放,而非替换为绝对值:例如填 50,边界内该段进给就是主进给的 50%。曲面上进给率则不同,它是直接填写的绝对进给速度(mm/min)。
行距与步距的策略对照
不同策略支持的行距/步距组合不同,以下为常见策略对照:
| 策略类型 | 行距 | 步距 |
|---|---|---|
| 等高(含最佳等高、交叉等高) | 无 | 有 |
| 平行精加工 | 有 | 无 |
| 浅滩与陡峭区域 | 有 | 有 |
| 偏置区域清除 | 有 | 有 |
| 投影类策略 | 有 | 无 |
上表为常见策略的行距/步距组合,其余策略以界面实际为准。
刀具库与切削参数的关系
模料刀路所调用的刀具库在工件参数页面中选择。根据工件类型和所用机床,不同专案可配置不同的刀具库。加载或切换刀路参数时,软件自动从刀库中读取切削参数。
切削参数的数据来源:刀具库(软件按策略类型 + 刀具型号 + 加工类型自动匹配)。如需调整刀库中的默认值,须在"刀具库设置"模块中修改,而非在此页面手动覆盖——手动覆盖仅对当前刀路生效,不会持久化到刀库。
操作步骤
- 在刀路参数列表中单击某条具体刀路,切换到"切削参数"标签,查看已自动读入的转速、进给、行距/步距等数值。
- 如需调整切削数值,直接修改对应输入框;如需恢复刀库值,单击"重读"按钮。
- 如需在不重新计算刀路的情况下将修改后的转速/进给应用到已计算的刀路,单击"应用"按钮。
- 如需启用碰撞检测,勾选"碰撞检测",并确认刀具库中的夹持设置符合实际。若标准夹持无法满足要求,勾选"刀具设置",手动配置刀头/加长杆/刀柄。
- 如需对局部区域降速,展开"局部进给率"组,勾选相应选项,选择边界或曲面,填写百分比或绝对进给值,单击应用按钮。
提示
- 正常情况下无需手动修改切削参数:将所有刀具及其切削参数在刀具库中配置好,软件会自动调用。
- 重读是安全兜底:手动调整后如不确定效果,随时单击"重读"恢复刀库值,不会影响其他参数设置。
- 行距/步距与策略强相关:不支持的参数栏会显示为灰色,不可输入,无需强制填写。
- 碰撞检测需要完整夹持信息:刀具库中未配置刀头/刀柄的刀具启用碰撞检测后无法正确计算安全间距,建议在刀具库设置阶段一并完善。
- 刀具设置会同步到同刀路文件夹内相同刀具的其他刀路:修改伸出长度、刃长、刀号等参数后,同一策略文件夹中使用相同刀具的其他刀路会自动同步这些值。