倒角加工
通过平倒角刀具沿用户绘制的参考线走刀,将模型边缘的尖角切削成指定角度的斜面。策略输出单条精加工刀路,可有效减少手工去毛刺操作,并可通过控制倒角角度与深度来改善零件装配和外观。
倒角加工不依赖整体模型,而是沿一条"参考线"走刀——这条线描述了要倒角的那条边缘。因此使用前需先准备好参考线(沿模型边缘绘制或直接从模型提取),再通过"位置""倒角定义""刀具位置"三组参数告诉系统:参考线代表倒角的哪个部位、要倒出多大的斜面、刀具怎样接触这个斜面。理解这三组参数的配合关系,是用好本策略的关键。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择倒角加工。
用途 / 适用场景
- 模具型腔或型芯加工完毕后,对外侧锐边做精倒角,消除毛刺。
- 需要精确控制倒角角度(如 30°、45°、60° 等任意角度)时。
- 单刀路精加工场合:由于平倒角刀具直径大于倒角特征本身,策略天然只生成一条路径,不做分层粗切。
- 多区域依次倒角:通过顺序控制,可按范围或层的顺序依次处理多条边。
参数详解
曲线定义
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 参考线 | 选择要沿其走刀的参考线(轮廓曲线) | 从项目参考线列表选择,默认空 | 可从图形窗口拾取,也可手动绘制新参考线 |
| 位置 | 参考线相对于倒角特征的定位方式 | 角落 / 顶部 / 底部,默认顶部 | 用来告诉系统所选参考线画在了倒角的哪个部位——角落:参考线在倒角的拐角处;顶部:在倒角顶端;底部:在倒角底端 |
| 公差 | 刀具路径贴合参考线的精确程度 | 数值 | 值越小路径越贴合曲线、精度越高,计算量与刀路点数也越多 |
| 切削方向 | 走刀的铣削方式 | 顺铣 / 逆铣 / 任意,默认任意 | 顺铣:尽量只用顺铣,沿走刀方向看刀具在加工边左侧;逆铣:尽量只用逆铣(仰铣),刀具在加工边右侧;任意:同时使用两者,尽量减少抬刀与空行程 |
| 曲线余量 | 刀具与倒角特征之间垂直于倒角方向的距离 | 数值,默认 0 | 与径向余量含义不同:径向余量是过切检查时考虑的模型余量,曲线余量只是把刀具沿垂直倒角方向整体让开一段距离 |
倒角定义
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 角度定义方式 | 确定倒角角度的方法 | 刀具 / 45° / 角度 / 宽度|高度,默认 45° | 刀具:由刀具中设置的锥角决定加工倒角的角度;45°:固定 45°;角度:在"倒角角度"栏手动填写;宽度|高度:由"宽度"和"深度"两个值反算出角度 |
| 倒角角度 | 倒角面与水平面的夹角(°) | 数值,仅角度定义方式选"角度"时可编辑 | 其他方式下此栏显示换算结果但不可直接编辑 |
| 宽度 | 倒角水平方向的宽度 | 数值,默认 1 mm | 指定角度和深度后自动换算;也可直接填写 |
| 深度 | 倒角垂直方向的深度 | 数值,默认 1 mm | 指定角度和宽度后自动换算;也可直接填写 |
倒角面由"角度、宽度、深度"三个量确定,三者互相关联——任意给定两个,第三个就被唯一确定。因此实际操作中先用"角度定义方式"选定角度的来源(最常见是固定 45° 或由刀具锥角决定),再填写宽度或深度其一,系统会自动算出另一个;若选"宽度|高度"方式,则改为直接填写宽度和深度,由这两个值反推角度。
这里的倒角定义是在模型没有现成倒角特征的情况下,用来直接定义要倒出的斜面;当"位置"选为"角落"(参考线画在拐角处)时尤其用得上。
刀具位置
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 刀具位置类型 | 刀具在倒角处的接触方式 | 刀轴深度 / 底部轴向深度 / 标距直径 | 三种方式均可选择,无论使用普通平倒角刀还是锥度球头刀 |
| 刀轴深度 | 刀具延伸到倒角顶部上方的距离 | 数值,默认 1 mm | 仅选"刀轴深度"时有效 |
| 底部轴向深度 | 刀具延伸到倒角底部下方的距离 | 数值 | 仅选"底部轴向深度"时有效 |
| 标距直径 | 刀具在倒角接触点处的有效(实际)刀具直径 | 数值 | 仅选"标距直径"时有效 |
"刀具位置"决定刀具沿轴向落到倒角的哪个位置接触工件,三种方式对应三种基准:按"刀轴深度"指定刀具高出倒角顶部多少;按"底部轴向深度"指定刀具低于倒角底部多少;按"标距直径"则用刀具在接触点处的实际直径来定位(避开刀尖小直径或锥面不同高度处直径不同带来的影响)。换刀或改倒角尺寸后,应据此重新确认接触位置是否合适。
「刀具位置类型」的三个图标(刀轴深度 / 底部轴向深度 / 标距直径)始终可选、不会置灰:无论使用普通平倒角刀还是锥度球头刀,这三种接触方式都能任选。
切削距离
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 轴向范围 | 控制轴向(Z 向,垂直方向)多路径的生成方式 | 裁剪 / 毛坯深度 / 切削次数,默认切削次数 | 切削次数为 1 时输出单条路径 |
| 轴向切削次数 | 轴向方向的切削刀路数量 | 整数,默认 1 | 仅"切削次数"模式下生效,需配合"下切步距" |
| 轴向毛坯深度 | 轴向方向要去除的总材料深度 | 数值 | 仅"毛坯深度"模式下生效,是高于底面 Z 高度的绝对值,需配合"下切步距" |
| 下切步距 | 轴向相邻路径之间的最大距离 | 数值 | 三种范围方式都需要它来限定每层最大切深 |
| 径向范围 | 控制径向(XY 向,水平方向)多路径的生成方式 | 裁剪 / 毛坯宽度 / 切削次数,默认切削次数 | 同上,切削次数为 1 时单路径 |
| 径向切削次数 | 每层径向方向的切削刀路数量 | 整数,默认 1 | 仅"切削次数"模式下生效,需配合"行距" |
| 径向毛坯宽度 | 径向方向要去除的总材料宽度 | 数值 | 仅"毛坯宽度"模式下生效,需配合"行距" |
| 行距 | 径向相邻路径之间的距离 | 数值 | 三种范围方式都需要它来限定相邻刀路间距 |
轴向(垂直)和径向(水平)两组参数用同一套逻辑控制大倒角分层切削,区别只在方向。"范围"决定加工区域如何确定、需要配套填哪些值:
- 裁剪——按毛坯的 Z 限界(轴向)或 XY 限界(径向)自动确定范围,只需再给出最大"下切步距"(轴向)或"行距"(径向)即可。
- 毛坯深度 / 毛坯宽度——按指定的绝对深度/宽度确定范围,需同时给出该深度/宽度值与"下切步距"/"行距"。
- 切削次数——直接指定要切几刀,需同时给出"切削次数"与"下切步距"/"行距"。
倒角刀具直径通常大于倒角特征本身,单刀即可成形,所以默认两个方向的切削次数都为 1、只输出一条路径;只有倒角较大、一刀切不下时,才需要切换到多层。
精加工
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 底面最后下切步距 | 启用底面精加工刀路,输入最终一层的轴向下切量 | 勾选 + 数值,默认不勾 | 使最终一层单独走一刀精加工,改善倒角底边质量 |
| 侧壁最后行距 | 启用侧壁精加工刀路,输入最终一刀的侧向步距 | 勾选 + 数值,默认不勾 | 使最外侧单独走一刀精加工,改善倒角斜面质量 |
| 仅最终 Z 精加工 | 侧壁精加工仅在最后一层 Z 高度执行 | 勾选,默认勾 | 配合侧壁精加工使用,减少多余刀路 |
排序与顺序
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 排序方式 | 多条路径之间的走刀顺序 | 最短 / X / XZ / Y / YZ / 对角 1 / 对角 1Z / 对角 2 / 对角 2Z / 无 / 最近 / 同心 / 径向,默认最短 | 最短路径可减少空刀时间 |
| 顺序 | 多区域加工时的先后控制 | 范围 / 层,默认范围 | 范围:逐区域依次完成;层:按 Z 高度逐层切削 |
过切检查
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 模型过切检查 | 勾选后对生成的所有刀具路径逐条做过切检查,刀具与模型发生干涉处会被避开 | 勾选 / 不勾,默认不勾 | 勾选后计算时间稍长,但可避免过切 |
进刀点设置(标准版及以上)
以下"进刀点"和"方向参考线"功能为标准版及以上提供,基础版界面不显示这一组控件。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 进刀点 | 指定刀具切入参考线的起始位置 | 左上角 / 左下角 / 右上角 / 右下角 / 左中间 / 右中间 / 上中间 / 下中间 / 按参考线 | 选"按参考线"时需额外指定方向参考线 |
| 方向参考线 | 配合"按参考线"进刀点使用,指定走刀起始方向 | 从项目参考线列表选择 | 仅进刀点选"按参考线"时激活 |
| 显示方向 | 在图形窗口中显示参考线的走刀方向 | 勾选 / 不勾 | 用于直观确认参考线方向是否与预期一致,方便排查走刀反向问题 |
| 应用 | 将进刀点设置应用到已有刀路(不重新计算) | 按钮 | 仅勾选进刀点后可用;可在编辑模式下快速调整起始位置 |
操作演示
按官方演示,倒角加工的完整走法如下:
- 先做出倒角参考线:沿要倒角的模型边缘做出参考线,这是本策略走刀的依据。
- 检查参考线方向:观察参考线上显示的方向箭头(可用"显示方向"打开),确认走刀方向是否正确。
- 方向反了就摆正:如果参考线方向是反的,先把它的方向调正,再继续,避免刀路反向。
- 添加一条倒角刀路:新建刀路并选择"倒角加工"策略。
- 选择刚做好的参考线:在"参考线"栏选中前面准备好的那条线。
- 位置选"顶部":把"位置"设为顶部(参考线画在倒角顶端)。
- 切削方向改为"顺铣":将切削方向由默认的"任意"改为顺铣,获得更稳定的切削与更好的斜面质量。
- 点击计算:生成刀路并查看倒角效果,确认无误后即可使用。
提示与常见坑
- 参考线必须贴合模型的倒角轮廓,否则刀具无法对准目标边缘;可用"从模型获取曲线"命令快速提取边缘线再编辑。
- "位置"设置(顶部 / 底部 / 角落)直接决定刀具的 Z 向对位基准。选错时整条路径会整体偏上或偏下,需配合倒角深度数值一起检查。
- "角度定义方式"选"刀具"时,实际倒角角度由所选平倒角刀的锥角决定,更换刀具后务必重新验证角度是否匹配。
- 切削次数设为 1(默认)时只输出单条路径,适合刀具尺寸大于倒角特征的常见场合;设为 2 以上时会生成多层侧向或轴向刀路,用于大倒角分层切削。
- "任意"切削方向可减少抬刀,但某些曲面上会产生顺铣/逆铣混用,对表面光洁度有要求时建议固定为顺铣。
- 过切检查关闭时计算速度快,但对于有凸台遮挡的模型易发生过切;开启后若检查时间过长,可先关闭确认路径形态,再开启做最终验证。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
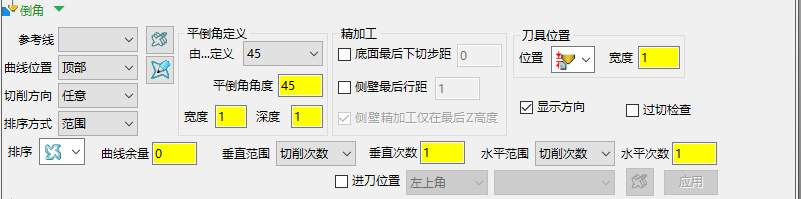
| 由...定义 | 选择由指定(刀具/角度值/宽度,深度值)来定义平倒角特征。 |
| 平倒角定义 | 数值/选项,见界面。 |
| 侧壁精加工仅在最后Z高度 | 选取时在每一Z高度进行最终轮廓路径或是在每个型腔的最后一Z高度进行最终轮廓路径。 |
| 垂直范围 | 垂直范围 |
| 水平范围 | 水平范围 |
| 垂直次数 | 垂直方向切削次数 |
| 水平次数 | 每层水平方向切削次数 |