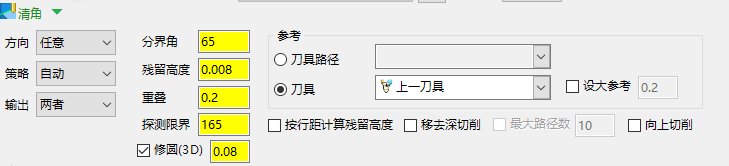
清角精加工
在非相切曲面之间的拐角处生成多条跟踪刀路,清除前道精加工未能触及的残留料。系统使用准确的残留模型定位加工区域,并可按陡峭、浅滩分区控制刀路形态。
它的核心机制是:以「分界角」为界,把拐角分成陡峭区和浅滩区,再对两个区域采用各自合适的走刀方式——在陡峭区域生成横穿跟踪线的「缝合」刀路,在浅滩区域生成沿着拐角轮廓前进的「沿着」刀路。这正是「策略」选「自动」时的默认行为,也是清角精加工区别于普通精加工的关键所在。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择清角精加工。
用途 / 适用场景
精加工后,模具型腔内凹角、非相切曲面交线处常残留一道料脊,单靠上一道精加工刀路无法清除。清角精加工沿拐角轮廓生成多条刀路(缝合或沿着),彻底清除这些残料。
典型场景:
- 等高精加工或平行精加工后,对凹角补一刀。
- 换小刀后仅清除大刀遗留的不可达拐角区域。
- 需要对陡峭面与浅滩面分别采用不同走刀方式时。
怎样确定清角范围(两种参考方式)
清角精加工必须借助一个「参考」来判断哪里有大刀够不到的残料、需要清角,二选一:
- 参考刀具:直接指定前道工序所用的(较大)刀具,系统据此对比当前小刀的可达范围,算出残留拐角区域。这是推荐方式——以刀具为参考时系统能获取更多曲面接触点信息,定位更准、结果更可靠。
- 刀具路径参考:改用一条已存在的笔式刀路作为范围依据。这条参考刀路所用的刀具必须大于当前清角刀具;若用相同的刀具,可能得到不可靠的结果。它的价值在于支持「先粗后精」的两刀工作流:先用刀具 A 生成一条笔式清角刀路并按需编辑(例如做限界裁剪),再换更小的刀具 B 沿这条编辑过的刀路生成最终清角刀路。当你需要人工微调清角走向时,这一方式很有用。
- 若不得不使用刀具路径参考,强烈建议让两条刀路采用相近的公差,否则接刀处易出问题。
参数详解
参考分组
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 刀具路径(参考方式) | 以已有刀路作为清角范围参考 | 从项目刀路列表选择,默认空 | 与"刀具"参考二选一;须与当前刀具不同才能得到可靠结果 |
| 刀具(参考方式) | 以前道工序所用刀具作为范围参考,默认选中此项 | 从刀具库选择,默认空 | 与"刀具路径"参考二选一;优先推荐,以刀具为参考可获取更多接触点 |
| 设大参考 | 勾选后对参考刀具直径加上指定偏置量,虚拟放大参考刀具 | 勾选 + 数值,默认不勾 / 0.2 mm | 用于扩大清角识别范围;适合拐角需要多扫一圈时 |
刀路形态
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 策略 | 刀路在跟踪线上的生成方式 | 沿着 / 缝合 / 自动,默认自动 | 沿着:沿拐角轮廓走行,最适用于浅滩区域;缝合:径直横穿跟踪线,最适用于陡峭区域;自动:陡峭区缝合、浅滩区沿着 |
| 方向 | 铣削方向 | 顺铣 / 逆铣 / 任意,默认任意 | 顺铣:从刀具移动方向看,刀具在加工边缘左侧;逆铣:刀具在加工边缘右侧(含仰铣);任意:兼用顺逆两种方向,尽量减少提刀与刀具空走 |
| 输出 | 生成刀路的曲面类型 | 浅滩 / 陡峭 / 两者,默认两者 | 按分界角划分——陡峭:输出倾角不小于分界角的部分;浅滩:输出倾角不大于分界角的部分;两者:陡峭与浅滩同时输出。选"浅滩"时"向上切削"自动置灰 |
角度设定
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 分界角 | 从水平面量起的倾角阈值;当"输出"选陡峭或浅滩时,按此角度把刀路分割为陡峭与浅滩两部分 | 数值(°),默认 65° | 值越小,陡峭区范围越广 |
| 探测限界 | 一个拐角能被探测到所允许的最大夹角;系统探测两曲面之间的夹角,小于此值才生成刀路,反之不生成 | 数值(°),默认 165°,最大可设 175° | 控制哪些拐角需要加工;软件据此自动分析哪些位置需要加工、哪些不需要;值过大会在平缓交界产生冗余刀路 |
行距控制
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留高度 | 相邻刀路之间允许的最大残高;系统结合刀具几何形体与该残高反算出刀路行距 | 数值,无默认 | 与"按行距计算残留高度"联动 |
| 按行距计算残留高度 | 勾选后由球刀行距自动换算出合适的残留高度 | 勾选/不勾,默认不勾 | 仅适用于球刀;勾选后"残留高度"框由系统自动填写 |
| 最大路径数 | 勾选后限制单侧拐角生成的刀路条数;不勾则不限条数 | 勾选 + 整数,默认不勾 | 仅在策略选"沿着"时可填("沿着"刀路本身对条数无限制,需手动设上限);选"缝合"或"自动"时该项自动置灰(仍可见,不可编辑)。勾选后刀路行距不再受残留高度控制,改由路径数决定:路径数设得越大,刀路行距越小 |
其他选项
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 重叠 | 刀路延伸到未加工区域边界以外的额外距离 | 数值,无默认 | 适当外扩可避免边界接刀痕 |
| 修圆(3D) | 勾选后在高速拐角处插入圆弧,消除刀具方向突变 | 勾选 + 数值(刀具直径单位),默认勾选 / 0.08 | 值以刀具直径为单位 |
| 向上切削 | 将陡峭区域刀路改为自下而上加工,减少机床振动 | 勾选/不勾,默认不勾 | 输出选"浅滩"时自动置灰;不影响浅滩区域 |
| 移去深切削 | 删除具有较大切削深度的刀路段,防止过切 | 勾选/不勾,默认不勾 | 删除切深过大的刀路段,避免在窄深拐角处一次切入过多 |
操作演示
下面是一次清角精加工的完整设置示例,可作为常用参数搭配的参考:
- 新建一条清角精加工刀路。
- 方向选「任意」,让系统兼用顺逆铣、尽量减少提刀与空走。
- 策略选「自动」,由系统在陡峭区缝合、浅滩区沿着。
- 输出选「沿着」。
- 分界角设为 60°,据此区分浅滩与陡峭区域。
- 重叠设为 0.5,让刀路适当外扩到未加工区域以外,避免边界接刀痕。
- 探测限界设为 175°(上限值),尽量多识别需要清角的拐角。
- 勾选「按行距计算残留高度」,由球刀行距自动换算残留高度。
- 在「参考」处选择前道工序所用的参考刀具,作为清角范围依据。
- 点击「计算」生成刀路。
说明:以上数值为演示用搭配,实际加工应按工件残料情况和所用刀具调整。
提示与常见坑
- 优先选"刀具"参考而非"刀具路径"参考:以参考刀具计算时能获取更多曲面接触点,清角范围更准确。
- "策略"选"自动"是最常用的省心选项——陡峭面自动缝合,浅滩面自动沿着,无需手动切换。
- "探测限界"控制哪些夹角会被识别并生成刀路:值过大(如 180°)会对几乎不存在的平缓交界也生成刀路,产生大量冗余;建议从 160°–170° 开始试算。
- "移去深切削"用于删除切深过大的刀路段以防过切;若型腔有窄槽导致开启后残料未清干净,可关闭此项后手动核查。
- "向上切削"开启时刀具自下而上加工陡峭拐角,振动更小,但抬刀次数增加;陡峭拐角残料量大时建议保持开启。
- "设大参考"会在软件内生成一把虚拟参考刀具参与计算;计算完成后该虚拟刀具会留在刀具列表中,可手动删除。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 修圆(3D) | 拐角修圆(以刀具直径为单位) |