偏置区域清除
用途 / 适用场景
偏置区域清除属于「模型区域清除」类策略,用于快速从毛坯去除多余材料,同时把空程移动控制到最小限度。它就是常说的"环绕开粗刀路"——刀路沿模型轮廓等距环绕偏置切入,逐层向内(或向外)推进。在此基础上勾上"残留加工",即可变为"偏置区域二粗",专门用于开粗后的二次清角。和"沿一个固定方向来回扫"的平行方式不同,偏置方式始终顺着轮廓走刀,因此能让刀具载荷、切削方向和切屑产生量在整条刀路上保持恒定——这正是它适合型腔底部、也适合高速加工的根本原因。
为什么选偏置方式:
- 偏置刀路顺着轮廓推进,转角和直线段的切削状态变化平缓,刀具受力更稳,不易崩刃。
- 切削方向恒定,排屑顺畅,对深腔、薄壁的硬材料开粗尤其友好。
- 配合下面的"高速光顺""适应性清除",可把转角处的方向突变进一步抹平,从而放心提高进给率,发挥高速机床的潜力。
典型场景:
- 模料开粗首刀:毛坯余量大,需快速去除大量材料。
- 型腔底面偏置清底:型腔轮廓复杂,偏置方式可贴合轮廓。
- 高速加工(HSM):开启螺旋或保持切削方向,可减少刀具方向急变,配合适应性清除效果更佳。
- 需要均匀刀具载荷的硬质材料开粗。
与平行区域清除相比,偏置方式适合型腔封闭轮廓;平行方式更适合开放零件或需要固定方向的场合。
参数详解
切削方式
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切削方向 | 刀具路径整体的铣削方式 | 顺铣 / 逆铣 / 任意 | 顺铣:刀具路径按顺铣加工;逆铣:按逆铣加工;任意:顺铣逆铣混合,优先减少提刀。除最终轮廓一刀外,每层各刀的加工方向都由"切削方向"控制 |
| 轮廓方向 | 控制每个高度层内、最靠模型最终轮廓那一刀的加工方向 | 顺铣 / 逆铣 | 仅作用于贴着模型外形的最终轮廓一刀(即每层最外圈那刀),可与"切削方向"分开指定。希望成形面那一刀始终顺铣以保表面质量时尤为有用 |
| 方向(加工顺序) | 偏置推进的先后方向 | 自动 / 由内向外 / 由外向内 | 自动:由系统按模型形状判定由内向外或由外向内;由内向外:刀具路径从最内层轮廓开始向外层加工;由外向内:从最外层轮廓开始向内层加工 |
| 保持切削方向 | 优先保持切削方向,而非减少提刀 | 勾选 / 不勾 | 勾选后"方向"下拉置灰;取消勾选则允许以减少提刀为优先——仍会尽量遵循切削方向,但减少提刀优先级更高 |
| 偏置模型 | 仅偏置与模型接触的切削跨 | 勾选 / 不勾 | 勾选后只偏置贴着模型的那些跨,使刀具载荷、切削方向、排屑量保持恒定,但提刀次数增加;不勾时改为偏置所有跨并尽量减少空程,提刀最少、适合软材料 |
| 螺旋 | 将封闭环切改为螺旋式连续下切 | 勾选 / 不勾 | 仅在"偏置模型"启用时有效;螺旋可减少提刀和切入冲击 |
| 外部接近 | 增加从毛坯外侧进刀的移动 | 勾选 / 不勾 | 勾选:从毛坯外侧进刀,适合开放毛坯安全切入;不勾:在毛坯内部斜向下刀 |
高速光顺
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 光顺余量 | 把固定行距的标准偏置替换为可变行距偏置,用圆角取代尖角,避免机床受力突变 | 数值(mm,以滑块定百分比) | 启用后转角用圆角替换、行距由固定改为可变,从而允许更高进给率;滑块设定的是相对指定行距的最大偏移百分比 |
| 连接方式 | 相邻偏置层(内偏移)之间的连接移动类型 | 直 / 光顺 / 无 | 光顺:圆弧过渡;直:直线过渡;无:不插入连接段。仅当主页面选了某种偏移样式后此项才可用 |
| 圆角半径 | 轮廓转角处插入圆角的半径(需启用复选框) | 数值(mm) | 可选 2D(平面圆角)或 3D(三维圆角)两种模式 |
| 圆角类型 | 圆角的计算维度 | 2D / 3D | 与"圆角半径"配合使用 |
| 移去残留高度 | 检测并消除偏置刀路产生的竖立残留高度 | 勾选 / 不勾 | 检测到残留高度时以可变行距填补;无残留区域仍使用原行距 |
| 先加工最小的 | 优先加工材料中最小的岛屿 | 勾选 / 不勾 | 可避免细小岛屿因大刀具全刀宽切削而损坏刀具 |
为什么要做转角光顺:高速加工时,刀具方向若在外角处突然改变,会让机床受力骤增、影响表面质量。把转角换成圆弧过渡(圆弧拟合)后,刀具方向连续变化,机床可保持高进给平稳运行。圆弧半径通常按刀具直径乘以一个系数得出——例如刀具直径 10 mm、系数 0.05,则圆弧半径为 0.5 mm。
轮廓光顺 vs 光顺余量的区别:轮廓光顺只针对每一层贴着模型最终轮廓的那一刀做尖角倒圆处理;而光顺余量针对的是除最终轮廓一刀之外、其余各层偏置刀路的拐角倒圆。两者分工不同,可分别设值(实际加工中轮廓光顺常设 0.1 左右)。
不安全段删除
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 移去小段(需启用复选框) | 删除小于分界值的段及其下方所有段 | 分界值(按刀具直径单位) | 分界值越大删得越多;但若小段是围绕凸台的,则不删除。最小分界值 = 非切削直径 ÷ 整个刀具直径,低于此值时不会删除不安全段;取 1 时总会删除全部不安全段(也可能误删部分安全段) |
| 仅闭合区域 | 仅删除封闭区域中小于分界值的段 | 勾选 / 不勾 | 勾选时只处理封闭区域内的短段;不勾则开放区域满足条件也一起删 |
为什么要删不安全段(防顶刀):用非中心切削(刀片中心不开刃)的刀具深加工狭窄区域时,刀具底部中间的非切削部位会顶到还没切除的材料而损坏刀具。删除这些刀具中心要接触材料的狭窄刀路,就能避开顶刀风险,所以本项也常被称作"防顶刀参数"。
分界值的常用经验取法:不必为每把刀都精确计算最小安全值,按刀具直径分档设置即可——直径 12 mm 以下的刀设 0.5,16~26 mm 的刀设 0.7,30~50 mm 的刀设 1.0。
平坦面加工
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 加工平坦区域 | 模型平坦面的处理方式 | 关 / 区域 / 层 | 关:忽略平坦面;区域:主层后单独加工平坦区域;层:加工探测到平坦区域的整个层 |
| 平坦面多重切削(需启用复选框) | 在 Z 轴方向对平坦区域进行多层切削 | 勾选 / 不勾 | 勾选后显示切削次数、步距、最后步距 |
| 切削次数 | 平坦面多重切削的路径层数 | 整数 | 仅"多重切削"启用时可用 |
| 步距 | 平坦面多层切削之间的距离 | 数值(mm) | |
| 最后步距(可启用) | 最终一刀单独指定的下切量 | 数值(mm) | 用于"粗精"分离:前几刀粗切,最后一刀精切 |
| 平坦面公差 | 探测平坦面的高度变化容差 | 数值(mm) | 超过此值的高度变化不视为平坦面 |
壁精加工
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 壁精加工(需启用复选框) | 为最终轮廓路径指定与常规行距不同的最后行距 | 余量值(mm) | 实现"粗切 + 轮廓精修"的复合效果 |
| 最后步距余量 | 壁精加工最终轮廓路径的余量 | 数值(mm) | |
| 仅最后路径 | 最终轮廓路径仅在每个型腔最后一层执行 | 勾选 / 不勾 | 勾选:仅最低 Z 高度有轮廓精修;不勾:每层都有 |
加工顺序
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 排序方式 | 型腔与层的加工优先级 | 型腔 / 层 | 型腔:完成一个型腔再加工下一个;层:完成一层再下一层 |
| 分类 | 刀路排序方式(图标选择) | — | 控制刀路段在同一层内的遍历顺序 |
说明:偏置推进方向(自动 / 由内向外 / 由外向内)在界面上仍以"加工顺序"呈现,详见上文"切削方式"里的"方向(加工顺序)"一项;本组的"加工顺序"则用于型腔/层的整体排序,两者作用不同,注意区分。
适应性清除(可启用)
适应性清除启用后会替换常规偏置算法,通过控制刀具接触角让刀具载荷更均匀。它属于一种区域清除策略,能在控制刀具载荷的前提下快速从 3D 零件去除材料。
工作原理与工艺要点:
- 接触角受控:刀具与材料的接触角始终不超过同样行距下笔直线切削接触角的约 115%,从根本上消除过大的刀具载荷与全刀宽切削,因此可以放心提高进给率。当刀具接近最大接触角时,刀路会自动切换为摆线(螺旋绕行)路径来避免过载。
- 进给更稳:普通区域清除刀路在接近拐角、接触角增大时机床会自动减速;适应性清除则修改刀路使接触角不超限,让机床尽量按指定进给率连续运行——只有当槽或拐角的几何半径小于机床全速运行的最小半径时才会减速。
- 专为整体硬质合金刀具设计:它用刀具侧刃切削,因此最适合整体硬质合金刀具。由于接触受控,可加大切削深度以缩短加工时间。
- 常与台阶切削配合:用台阶切削补掉加大切深所带来的阶地,进一步提高材料去除率。
- 系统会自动校验适应性清除刀路的安全性;若刀路不安全会给出警告。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 适应性清除(分组启用) | 启用适应性区域清除模式 | 勾选 / 不勾 | 启用后"壁精加工"组隐藏,进给率联动切换 |
| 参考来源 | 适应性路径的偏置基准 | 自模型 / 自毛坯 | 自模型:从模型轮廓偏置;自毛坯:从毛坯边界偏置 |
| 最大锯齿角 | 斜插进刀允许的最大角度 | 数值(°) | 控制螺旋斜插的坡度 |
| 斜插圆直径 | 螺旋斜插的圆弧直径 | 数值(mm) | |
| 斜插高度 | 每圈螺旋的 Z 向下切量 | 数值(mm) | |
| Z 抬刀距离(可启用) | 相邻跨切削间的抬刀高度 | 数值(mm) | |
| 非切削移动类型 | 跨切削间空程移动方式 | 从不 / 自动 / 长于 | 选"长于"时需指定最大长度阈值 |
| 非切削进给速度(可启用) | 空程移动的进给速度倍率 | 数值 |
残留加工(二粗 / 再粗)
偏置区域清除勾上"残留加工"后,就成为常说的"偏置区域二粗"(开粗清角)。它通过参考前一条刀路或残留模型,只对上一刀留下的残料区域再次清除,实现二次开粗(二粗)或再次开粗(再粗)。参考来源可选"刀具路径"或"残留模型"两类:选"刀具路径"时既可自动参考上一道开粗刀路,也可手动指定某条刀路作参考;选"残留模型"时可让系统自动生成残留模型、或选用已有残留模型作参考。
二粗第一刀的下刀量怎么定:二粗第一刀的实际下刀量 ≈ 检测到的残留材料厚度 + 步距。"阈值余量"(检测材料厚度)设得越小,被识别出来的零碎残留区域就越多、刀路越碎。应按二粗刀具能承受的切削量合理设置阈值余量,避免生成大量细碎刀路。
残留模型的公差与步距只影响计算速度:选"残留模型"参考时,公差和步距仅决定残留模型自身的计算精度与速度,对最终刀路的精度没有影响,因此不必设得过小,以免拖慢计算。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留加工(分组启用) | 开启残留加工模式,仅加工上一刀路留下的残料区域 | 勾选 / 不勾 | 开启后显示参考类型选择 |
| 参考类型 | 残留区域的计算来源 | 刀具路径 / 残留模型 | 刀具路径:以指定刀路为参考计算残留;残留模型:以指定残留模型为参考 |
| 参考刀路 / 残留模型 | 选择参考的刀路或残留模型名称 | 下拉树 | 可选自动残留模型、自动当前工位残留模型、已选刀路残留模型、上一刀路等 |
| 阈值余量 | 触发残留加工的最小残留厚度 | 数值(mm) | 低于此厚度的残留区域不计算刀路 |
| 扩展区域 | 残留区域向外扩展的距离 | 数值(mm) | 保证残留刀路能完整切到边界 |
| 最小间隙 | 残留区域间最小空隙长度(低于此值不生成空程) | 数值(mm) | 参考类型选"刀具路径"时此项自动置灰,仅"残留模型"下可填 |
| 以刀具直径为单位(可启用) | 最小间隙值改用刀具直径倍数表示 | 数值(倍) | 参考类型选"刀具路径"时一并置灰 |
| 无关联模式 | 生成后不绑定到参考刀路,修改刀路不重新计算残留 | 勾选 / 不勾 | 参考类型选"刀具路径"时此项自动置灰;后期大改刀路时慎用 |
| 包含前面刀路 | 将当前刀路前的所有刀路自动生成残留模型作为参考 | 勾选 / 不勾 | 仅参考类型为"残留模型"时显示 |
| 重新应用毛坯 | 分层开粗时,再粗与开粗、二粗的毛坯不同时勾选 | 勾选 / 不勾 | 仅"包含前面刀路"勾选时显示 |
| 自动优化 | 自动产生一条参考刀路以优化二粗/再粗的碎小刀路 | 勾选 / 不勾 | 仅参考类型为"刀具路径"时显示;自动生成的参考刀路仅作参考、不做后处理输出 |
| 参考刀路标记 | 给首粗/二粗等设置相同标记,便于刀路删除后自动接替 | A / B / C … H | 勾选后选择标记字母 |
台阶切削(可启用)
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 台阶切削(可启用) | 在大步距刀路中自动插入中间层,减少阶地 | 勾选 / 不勾 | 下切步距设为"自动"时建议启用 |
| 台阶高度 | 台阶切削的 Z 向步进量 | 数值(mm) | |
| 阈值余量 | 触发台阶切削的残留厚度阈值 | 数值(mm) | |
| 扩展区域 | 台阶区域向外扩展距离 | 数值(mm) |
最大进给速度(可启用)
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 最大进给速度(可启用) | 限制最大进给速度绝对值 | 数值(mm/min) | 与"最大进给速度百分比"二选一 |
| 最大进给速度百分比(可启用) | 以编程进给速度的百分比限制最大值 | 数值(%) | 与"最大进给速度"互斥;勾选其一另一个自动取消 |
操作演示:偏置区域清除首粗 + 二粗
以下是一套首粗(开粗)配二粗(清角)的实际参数设置流程,可作为常规模料开粗的参考起点。
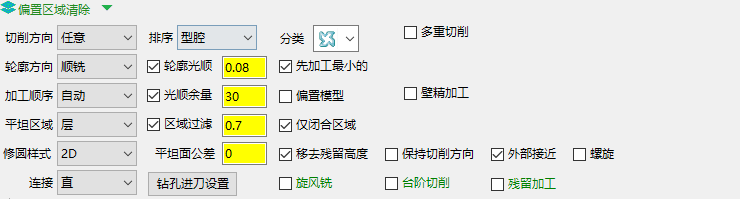
第一步:首粗(偏置区域清除)常用参数
- 切削方向选"顺铣"。
- 连接方式选"直"。
- 勾上"外部接近"(从毛坯外侧安全进刀)。
- 加工顺序(方向)选"由外向内"。
- 轮廓光顺设 0.1。
- 平坦区域选"区域"(主层后单独补加工平坦面)。
- 光顺余量设 10(相对指定行距的百分比)。
- 轮廓方向选"顺铣"(保证贴模型外形那一刀始终顺铣)。
- "移去小段"(防顶刀)按所用刀具直径设值,本例设 0.7。
- 关闭"仅闭合区域"。
第二步:添加一条二粗(残留加工)
- 二粗换用较小刀具,例如 17R0.8 圆鼻刀。
- 二粗必须勾上"仅闭合区域"(封闭狭窄区域才安全清角)。
- 残留加工的参考类型选"刀具路径"。
- 让其自动参考上一条开粗刀路。
- 勾上"自动优化"——系统会自动生成一条参考刀路来优化二粗产生的碎小刀路;这条参考刀路只用于参考,不会做后处理输出。
- 点击计算查看效果。
计算后会看到一条专门用作二粗参考的参考刀路,以及二粗实际清角刀路。后续如需调整,按上文各参数说明对应修改即可。
提示与常见坑
- "保持切削方向"与"方向"的联动:勾选"保持切削方向"后,"方向"(由内向外/由外向内)下拉框自动禁用,切削方向优先于偏置推进方向。
- 螺旋仅在"偏置模型"下有效:若未勾选"偏置模型","螺旋"选项不会生效,刀路仍为封闭环切。
- 适应性清除与壁精加工互斥:启用适应性清除后,壁精加工组会隐藏并自动禁用。如需壁精加工,请关闭适应性清除。
- 残留加工模式的最小间隙:"以刀具直径为单位"勾选时,最小间隙输入框禁用,改由直径倍数控制;两者不能同时输入。
- 参考刀路为"刀具路径"类型时:最小间隙、无关联模式均会被系统禁用(改用刀具路径直接定义残留区域)。
- 台阶切削需"自动下切步距"支持:在主页面将下切步距设为"自动"后,台阶切削分组才能正常启用。
- "先加工最小的"适合岛屿多的模具:细小岛屿若被大刀全刀宽切过,容易折刀;此选项优先处理小岛屿,减少风险。
- 最大进给速度只能勾选一项:勾选"最大进给速度"后"最大进给速度百分比"自动取消,反之亦然,两者互斥。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 轮廓光顺 | 使用修圆(以刀具直径为单位) |
| 区域过滤 | 使段基于其相对于刀具直径尺寸自动移去,过滤不安全区域部分刀路。 |
| 残留轴向扩展 | 用于设置残留区域沿零件轮廓表面按该系数值进行扩展的大小。 |
| 标记参考 | 给首粗和二粗等参考刀路设置相同的标记,当首粗刀路勾上无刀路删除被删除了刀路之后,相同标记下的二粗刀路变成首粗自动关掉残留加工。 |
| 放大直径(TDU) | 扩大自动优化参考刀路刀具倍数 |
| 行距 | 计算残留模型元素的行距 |
| 检测厚于 | 检测残留材料,只对厚于指定值的残留区域产生刀具路径。主要是为了过滤一些碎小刀具路径。 |
| 直径(TDU) | 以刀具直径为单位控制圆直径 |
| 移除底部刀路 | 移除低于模型最低点的刀路。 |
| 斜向进刀:斜角 | 刀具斜向切入毛坯时的坡度 |
| 样式 | 选择旋风铣刀具路径的类型 |
| 非切削移动退刀 | 选取非切削移动时退刀 |
| 非切削进给率 | 启用非切削移动增加进给率 |
| 返回移动时提刀 | 返回移动稍稍抬高刀具路径 |
| 最小点间隙 | 设置刀具路径点间的最小距离,如果刀具半径会超出公差,则不应用此距离。 |
| 最小半径 | 切削移动使用的最小半径 |
| 最后行距 | 最终轮廓路径余量 |
| 旋风铣 | 旋风铣参数开关 |
| 修圆样式 | 选择拐角圆角拟合圆弧样式:二维到三维的刀具路径圆角的模型 |
| 探测材料厚于 | 探测厚于指定值的残留材料 |
| 中间切削层 | 台阶切面的最大中间切削层 |
| 最大进给率 | 台阶切削的最大进给率 |
| 最大进给率(%) | 台阶切削的最大进给率(百分比) |