浅滩和陡峭精加工
浅滩和陡峭精加工按你设定的分界角,自动把整个曲面分成两部分——倾角大于分界角的为陡峭区,小于分界角的为浅滩区——然后对两部分分别采用最合适的方式一次性加工完:陡峭区用等高方式沿外形逐层向下切,浅滩区用平行或三维偏置方式贴着平缓面走刀。这样一道工序就能完成整片曲面的精加工,无需为陡峭壁和平坦面分别编两条刀路。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择浅滩和陡峭精加工。
用途 / 适用场景
- 同时含有陡峭侧壁与平缓底面/顶面的整片曲面,希望一次成型、减少策略数量。
- 模具型腔、凸台等陡峭与浅滩混合的复杂曲面精加工。
- 想在陡峭区与浅滩区之间得到平滑过渡、避免接刀痕的场合(可设置重叠区)。
与最佳等高精加工的区别:本策略可以用分界角精确指定从三维偏置加工切换到等高加工的位置,还能设置陡峭区与浅滩区刀路的重叠;而最佳等高精加工只针对整段处理。代价是本策略会在浅滩边界处把段切开,因此抬刀次数明显多于最佳等高精加工。若更看重连续性、抬刀少,可考虑最佳等高精加工。
参数详解
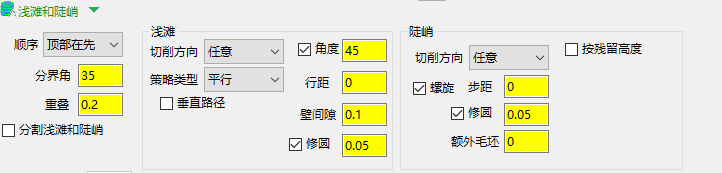
分区与排序
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 分界角 | 从水平面量起的曲面倾角,是划分陡峭区(等高)与浅滩区(平行/偏置)的分界线 | 角度值 | 大于此角度的区域按陡峭区加工,小于的按浅滩区加工 |
| 陡峭浅滩重叠 | 陡峭区与浅滩区两段刀路相互延伸、互相重叠的范围 | 数值 | 适当加大可让两区衔接更平滑,最大限度减少因从等高突然切换到浅滩而在模型上留下的痕迹 |
| 优先级 | 选择先加工哪个区域 | 先顶部 / 壁在先 / 先陡峭 | 见下方说明;此项仅适用于特征精加工和本策略 |
| 其它毛坯 | 两道陡峭壁之间加工时用于安全排序的毛坯层厚度 | 数值,默认为刀具半径的十分之一(设 0 时系统自动取该默认值) | 仅在"优先级"选先陡峭时可用。当相邻两壁的刀路落在指定距离内时,系统改用"先加工一侧壁的某 Z 高度、再加工相邻壁的相同 Z 高度、然后一起下降"的替换刀路,从而获得更安全的加工顺序 |
优先级三个选项的含义:
- 先顶部:从顶部区域往下加工。凸台先加工顶部平坦面再加工壁;型腔先加工壁再加工底部平坦面。
- 壁在先:先加工特征的壁,再加工平坦面。凸台先壁后顶面;型腔先壁后底面。
- 先陡峭:先加工陡峭区,再加工浅滩区。凸台先加工等高(陡峭)区再加工浅滩区。
陡峭区(等高部分)
陡峭区使用等高方式加工,相关选项集中在"陡峭"一组。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 螺旋 | 在两个连续闭合轮廓之间生成螺旋过渡 | 勾选/不勾 | 最大限度减少提刀次数、增加切削连续性,同时让刀具载荷与挠度更稳定 |
| 切削方向 | 走刀方向 | 顺铣 / 逆铣 / 任意 | 顺铣:沿前进方向看刀具在加工边缘左侧;逆铣:刀具在右侧(含仰铣);任意:同时使用顺逆铣,尽量减少提刀与空程移动 |
| 下切步距 | 相邻两层加工路径之间的距离,用于刀路的陡峭部分 | 数值 | 越小层数越多、侧壁越光洁 |
| 残留高度 | 用最大残留高度反算行距/步距 | 数值 | 系统按当前刀具加工 45° 斜面时达到加工公差所需的步距来计算,这是任意公差下最坏情况的残留高度 |
| 用残留高度计算 | 勾选后由"残留高度"确定下切步距,上限由"最大下切步距"限定 | 勾选/不勾 | 取消勾选时,相邻 Z 高度之间的下切步距取恒定值,等于"最小下切步距" |
浅滩区(平行 / 偏置部分)
浅滩区使用平行或三维偏置方式加工,相关选项集中在"浅滩"一组。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 行距 | 相邻两条加工路径之间的距离,用于刀路的浅滩部分 | 数值 | 越小浅滩面越光洁 |
| 类型 | 浅滩区生成平行刀路还是偏置刀路 | 平行 / 偏移(三维偏置) | 一般规律:开放边缘的零件用平行刀路,型腔底部用三维偏置刀路 |
| 光顺 | 对模型上的偏置刀路段做光顺处理 | 勾选/不勾 | 仅在"类型"为三维偏置时可用 |
| 中心线 | 把越过刀路拐角接合处中心线的路径也包含进来 | 勾选/不勾 | 可消除这些接合处产生的微小残留高度;仅在"类型"为三维偏置时可用 |
| 公差 | 刀路贴合模型轮廓的精确程度 | 数值 | 值越小越贴合、刀路越多 |
仅在浅滩区"平行"方式下出现的选项:
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 垂直路径 | 增加一组垂直于第一组平行路径的第二组平行路径 | 勾选/不勾 | 用于交叉走刀改善表面 |
| 浅滩角 | 指定平行路径只加工比此角度更陡的模型区域 | 角度值 | — |
| 优化平行加工路径 | 当同时用了平行与垂直路径、且浅滩角大于 0° 时,裁剪平行路径,使其不再重复加工垂直路径已经加工过的区域 | 勾选/不勾 | 仅在设置了垂直路径且浅滩角大于 0° 时有意义 |
| 壁间隙 | 防止陡峭区底部的平行跨越碰撞陡峭壁的间隙 | 数值 | 避免在陡峭区底部留下痕迹 |
操作演示
官方演示了一条最常用的型腔底部加工设置,步骤如下:
- 在加工策略中添加一条浅滩和陡峭精加工。
- 优先级选先顶部(按区域由高到低加工,加工顺序为先顶部、再陡峭、最后浅滩)。
- 分界角设为 45°——这是兼顾陡峭壁与平缓底的常用起点值。
- 陡峭浅滩重叠设为 0.5,让两区衔接处有一段重叠、过渡更平滑。
- 浅滩区类型选三维偏置(型腔底部的常用方式)。
- 点击计算,即可看到分区后的刀路效果——陡峭区按等高逐层下切,浅滩区贴着底面走三维偏置。
实际生产中分界角、重叠、行距、下切步距都应按零件形状与表面要求调整,上面只是一组便于上手的起步参数。
操作要点
- 先确定分界角:把它设在陡峭壁与平缓面的实际转折角度附近,分区才合理。角度过大或过小都会让本该按陡峭/浅滩方式处理的区域被划错。常用起步值约 45°,再按零件实际转折微调。
- 想让陡峭区到浅滩区过渡平滑、看不出接刀痕,就把陡峭浅滩重叠调大一些。
- 浅滩区类型按零件形状选:开放边缘件用平行,型腔底部用三维偏置。
- 陡峭壁较深、相邻两壁较近时,把优先级设为先陡峭,并配合其它毛坯获得更安全的下刀顺序。
提示与常见坑
- 抬刀偏多:本策略会在浅滩边界处把段切开,抬刀次数天然多于最佳等高精加工。如果零件以陡峭壁为主、对连续性要求高,先掂量是否真的需要分区。
- 分界角设错导致分区不合理:分界角是整个策略的关键,设置前最好先观察模型上陡峭与平缓的实际转折,避免把平缓面划进陡峭区(步距过大留阶梯)或反之。
- 光顺 / 中心线选项变灰:这两项只有在浅滩区"类型"选为三维偏置时才可用,选平行时不出现。
- 垂直路径相关选项变灰:垂直路径、浅滩角、优化平行加工路径仅在浅滩区用平行方式时才出现。
- "其它毛坯"不可用:它只在"优先级"为先陡峭时才能设置;选其它排序时此项不可用。
- 老版本的"边缘修整":早期版本(10.0 及以下)没有独立的浅滩和陡峭策略,是用"平行+等高"组合实现,并带有让平行路径在拐角处修整边缘的功能。该功能在 2010 及更高版本中已不再使用,当前版本无需再关注。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 最大步距 | 使用残留高度时可使用的最大下切步距 |
| 最小步距 | 使用残留高度时可使用的最小下切步距 |
| 角度 | 当策略类型为平行的时候,此项才会显示,用于定义平行角度。 |
| 顺序 | 选择加工顺序从顶部到底部,或选择先加工陡峭区域再加工浅滩区域。 |
| 额外毛坯 | 生成的两条相邻刀路距离,小于所设的额外毛坯数值时,将自动连接起来。 |
| 修圆 | 在拐角处作修圆处理,PM2010以上版本无效。 |
| 优化平行路径 | 裁剪未被垂直路径加工的平行路径区域 |
| 优化开口型腔 | 使刀具更自由地从型腔的开口侧进刀。(PM2023以上版本功能) |
| 分割浅滩和陡峭 | 分割成 等高/三维偏置 + 等高 |
| 型腔加工 | 选择多重切削是区域优先还是层优先。勾上即区域优先,不勾则层优先。 |
| 圆倒角拐角 | 对模型内角进行圆倒角处理(以刀具直径为单位) |
| 排除平坦面 | 在平坦面公差范围内的平坦区域不产生刀路(PM2022以上版本才支持) |