钻孔加工
基于 PowerMILL 钻孔策略,对模型中已识别的孔特征逐一生成钻削刀路。支持 22 种循环类型(啄孔、攻丝、螺旋、轮廓等),可按孔径筛选加工目标,并通过"定义顶部"和"操作"精确控制钻削起点与深度。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择钻孔加工。
用途 / 适用场景
适用于模具上需要钻削加工的各类孔位:螺钉孔、顶针孔、冷却水路孔、运水孔等。相比手工在 PowerMILL 中逐个建立钻孔刀路,本策略可通过孔特征列表批量选孔、按直径分组,并直接控制 PowerMILL 固定循环输出,大幅提高编程效率。
钻孔策略的核心思路是:先从模型中识别出"孔特征",再针对这些孔统一指定一种钻削循环(啄孔、攻丝、螺旋等)、起钻基准和钻削深度,最后排定加工顺序一次性输出。这样无需在三维模型上逐孔点选,孔越多优势越明显。
典型场景:
- 按孔径批量选择同规格孔,一次生成同一钻头的全部刀路。
- 需要对复合孔的不同段分别使用不同循环类型(如先中心钻再深钻)时,分步建立多条刀路。
- 螺纹孔:先预钻,再攻丝或螺纹铣。
- 大孔螺旋铣孔:选循环类型"螺旋",用小刀螺旋下降铣出大孔。
参数详解
孔特征
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 特征 | 选择用于本刀路的孔特征集 | 从项目已有特征集中选择,默认空 | 选择后自动刷新下方孔径列表 |
| 孔径列表 | 显示当前特征集中的所有孔径及孔数量,可勾选/取消勾选确定参与加工的孔 | 列表,默认全勾选 | 同一刀路通常只勾选匹配所用刀具直径的孔径 |
循环设置
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 循环类型 | 钻孔方式 | 单次啄孔 / 深钻 / 间断切削 / 攻丝 / 刚性攻丝 / 螺旋 / 铰孔 / 镗孔 / 轮廓 / 螺纹铣 / 外螺纹 / 精镗 / 深钻 2 / 反向螺旋 / 循环 1~5 / 镗孔 3~5,默认单次啄孔 | 不同类型显示的附加参数不同;见下方各类型说明 |
| 钻孔循环输出 | 勾选后以固定循环代码(G81/G83 等)输出 NC;不勾则展开为逐行移动 | 勾选/不勾,默认状态随策略模板 | 仅在后处理支持固定循环时才勾选,否则务必取消(见下方提示);取消勾选时"螺旋"选项才可用 |
| 防过切检查 | 勾选后只对照模型检查并避开刀具路径的过切 | 勾选/不勾,默认状态随策略模板 | 建议保持勾选 |
"钻孔循环输出"和"防过切检查"两个勾选框的默认勾选状态,取决于当前所用策略模板里保存的设置,新建时按模板带出。
是否勾选"钻孔循环输出"要看后处理:勾选后,输出的 NC 程序里写的是钻孔循环指令(G81/G83 等);不勾选则展开为普通的逐行移动程序。一般机床/后处理建议不要勾选,除非确认所用后处理支持固定循环输出,否则机床读不到正确的循环指令。各循环对应的 G 代码指令表可自行查阅机床/后处理文档。
常用循环类型怎么选
不同循环类型对应不同的下刀和退刀动作,按孔的工艺需求选择:
- 单次啄孔:按设定深度一次到底完成钻孔。适合浅孔;点孔、打中心引导孔一般用"单次啄孔"或"中心钻"即可,要点多深在"深度"里设置即可。
- 深钻:分多个阶段(多次啄孔)钻孔,每钻一段就完全抬刀到孔顶部以外,再下到孔内继续往下钻,把切屑彻底带出来。例如把"啄孔深度"设为 5,就是每钻 5mm 抬一次刀到间隙安全高度再往下钻。深孔、排屑差的材料用它——普通麻花钻一定要用深钻。
- 间断切削:同样是多次啄孔,但每钻一段只少量抬刀(如 1mm,不退到孔外)再继续往下钻,用于断屑而排屑要求不高的场合,效率高于深钻。相对没那么硬的料、较小的钻嘴、电子板小孔、打石墨等可用它(即高速钻)。
- 攻丝:朝一个方向钻入攻出螺纹,再反向退出,用于普通螺纹孔。
- 刚性攻丝:可单独输入啄孔深度和节距的攻丝循环,适合主轴与进给严格同步的刚性攻丝机床。
- 螺旋:用比孔径小的刀具,沿 Z 轴边旋转边下降,把大孔"铣"出来。它和摆线铣削的区别在于:摆线铣加工的是 Z 高度不变的直槽,而螺旋会一边转一边往下钻孔。没有合适大钻头时常用此法。
- 反向螺旋:第二种螺旋循环,从孔底部开始向上做螺旋移动,专用于孔的精加工,因此只能与预钻孔配合使用(先有预钻孔才能下到孔底)。
- 铰孔 / 镗孔:对应机床上常见的镗孔循环,用于把已钻孔精修到精确尺寸。
- 轮廓:用尺寸小于孔的刀具做圆形移动来钻孔。每个深度处,刀具经圆弧切入切出移到孔边、切一个整圆、再回到中心;配合"余量"值可铣出比名义孔径略小的孔。
- 螺纹铣 / 外螺纹:螺纹铣类似改进过切入切出的反向螺旋,用于铣内螺纹;外螺纹则在凸台上铣出外螺纹。
- 精镗 / 深钻 2 / 循环 1~5 / 镗孔 3~5:备选的深钻或镗孔循环,对应机床上第二、三、四、五种镗孔/深钻固定循环(具体动作因机床而异),供后处理按机床能力选用。
选好循环类型后,对话框只会显示该类型用得到的附加参数(如啄孔深度、节距、圈数等),其余参数会自动隐藏。各附加参数含义见下方"各循环类型附加参数"表。
定义顶部
"定义顶部"决定刀具从哪个高度开始下钻。选对基准既能避免在空气里空走,也能在复合孔(多段贯通孔)里准确定位起钻点。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 定义顶部 | 钻孔起始位置的计算基准 | 孔顶部 / 部件顶部 / 毛坯 / 残留模型,默认孔顶部 | "残留模型"可从实际余量处开始钻,减少空走;"部件顶部"用于复合孔 |
各基准的含义:
- 孔顶部:从孔本身的顶端开始下钻,最常用。
- 部件顶部:从"顶部部件"中指定的那一段部件顶部开始(而不是孔顶),钻复合孔时用它来对准其中某一段的起点。
- 毛坯:从毛坯顶面开始下钻。
- 残留模型:以残留模型为参考,采用快速下刀到残留顶面后再开始钻孔,从实际余量面起钻、减少空程。若某孔特征处已经没有残留,则该孔不产生钻孔刀路。
复合孔的起止部件
当孔贯穿多段部件(复合孔)、且"定义顶部"选了"部件顶部"时,可进一步指定从哪一段开始、到哪一段结束:
- 顶部部件:选择开始钻孔的那段部件,钻孔从该部件顶部开始。仅在处理复合孔且"定义顶部"选"部件顶部"时可用。
- 底部部件:选择最后一段部件,钻孔在该部件底部结束(也可选"最后"表示一直钻到最末段底部)。仅在处理复合孔时可用。
例如一根贯穿第 1~3 段部件的复合孔,若想只钻其中第 2 段到第 3 段,可把"顶部部件"设为 2、"底部部件"设为 3(或"最后")。
操作(深度类型)
"操作"决定钻削深度怎么算。除了直接钻到设计孔深,还能针对中心钻、预钻、通孔、平倒角等不同工序自动套用合理深度,省去逐个换算。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 操作 | 钻孔深度的计算方式 | 钻到孔深 / 全直径 / 通孔 / 中心钻 / 预钻 / 镗孔 / 平倒角 / 用户定义,默认钻到孔深 | 见下方各深度类型说明 |
| 深度 | 从"定义顶部"算起钻到孔底的深度 | 数值,默认由孔特征决定 | 操作为"用户定义"时才可手动输入,把所有孔统一钻到该深度 |
各深度类型的含义:
- 钻到孔深:钻头刀尖钻到孔特征底部就停止,此时"深度"由特征给出、不可手动改。
- 全直径:钻到钻头的直径段(最宽部分)正好接触到孔特征底部就停止,不多不少,保证孔按全直径加工到底。注意钻尖会比此处略深一些(钻尖锥角所致),或在某些情况下钻尖到不了孔底,选用前需评估钻尖对孔底的影响。
- 通孔:把孔钻穿。在钻头直径段接触到孔特征底部后再往下多钻几个毫米,保证孔被钻透。
- 中心钻:用于打中心引导孔,默认深度取钻头半径。
- 预钻:预钻到孔深,默认深度由孔深的特征定义给出。
- 镗孔:用于镗孔,默认深度取钻头半径。
- 平倒角:按平倒角页面指定的宽度对孔口做平倒角。
- 用户定义:把所有孔钻到手动输入的统一深度,此时才能编辑"深度"值。
各循环类型附加参数
| 参数 | 说明 | 适用循环类型 |
|---|---|---|
| 啄孔深度 | 每次啄孔的下切深度(每钻多深抬一次刀) | 深钻、间断切削、刚性攻丝、铰孔、镗孔、轮廓、精镗、深钻 2、循环 1~5、镗孔 3~5 |
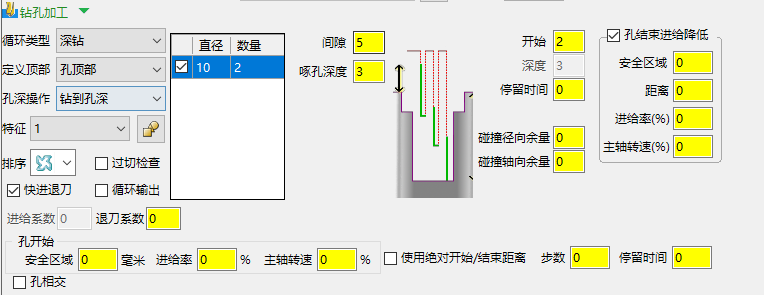
| 间隙 | 钻头快速下刀到此高度后,改为按控制进给(切削进给)下刀的高度。即停止快速下刀、转入进给的过渡高度 | 多数循环类型 |
| 开始 | 在"定义顶部"上方开始钻孔的相对距离(0 表示从孔顶面开始,设 1 则从孔顶上方 1mm 处开始) | 多数循环类型 |
| 停留时间 | 钻头钻到孔底(每次啄孔底部)停留的时长 | 多数循环类型 |
| 节距 | 螺旋下降节距(螺旋/反向螺旋)或螺纹节距(攻丝/刚性攻丝) | 螺旋、反向螺旋、攻丝、刚性攻丝 |
| 顺时针 | 勾选:顺时针旋转;不勾:逆时针 | 螺旋、反向螺旋、轮廓 |
| 切削方向 | 顺铣 / 逆铣,决定螺纹切削方向 | 螺纹铣、外螺纹 |
| 圈数 | 螺纹铣刀铣削圈数,长孔可能需要多圈 | 螺纹铣 |
| 切入切出距离 | 轮廓/螺旋模式下刀具从孔中心到孔壁的切入延伸距离 | 螺旋、轮廓、螺纹铣、外螺纹 |
| 重叠角度 | 轮廓模式圆弧切出的重叠角度 | 轮廓 |
| 拔模角 | 螺旋/轮廓/外螺纹类型可附加锥度 | 螺旋、反向螺旋、轮廓、螺纹铣、外螺纹 |
| 余量 / 径向余量 / 轴向余量 | 保留材料量;轴向负值表示钻孔可超过孔底(通孔) | 大多数循环类型 |
| 螺旋 | 勾选后"轮廓"循环以螺旋方式展开(需取消钻孔循环输出) | 轮廓 |
| 左手 / 右手 | 螺纹旋向 | 攻丝、刚性攻丝 |
进给设置
钻孔的进给设置主要解决两件事:一是退刀可以比切削走得更快以省时间,二是在孔的顶部、底部或孔与孔相交处适当降速,避免崩刃或让刀痕。深钻(多次啄孔)类循环尤其依赖这些设置来兼顾排屑与效率。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 钻削进给率控制 | 启用后显示退刀速率等子参数 | 勾选/不勾,默认不勾 | 可单独为退刀设置较高进给以节省时间 |
| 退刀速率 | 退刀时的实际进给值 | 数值 | 仅"钻削进给率控制"启用时有效。退刀不切削,可设得比钻削进给高 |
| 使用绝对开始/结束距离 | 勾选后孔开始/结束位置以绝对坐标计算 | 勾选/不勾 | 仅限单次啄孔、深钻、铰孔、镗孔、深钻 2、镗孔 3~5 |
对多次啄孔(深钻/间断切削等)循环,还涉及以下几类设置:退刀设置控制每次啄孔之间退刀多远;进给率降低设置控制孔顶、孔底或孔相交处相对孔身其余部分的进给倍率;啄孔设置控制每次往下钻多深、两次啄孔之间在孔内向上退多少;顺序设置控制各孔的加工先后(见下方"顺序"小节)。
毛坯与索引状态
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 参考残留模型 | 从残留模型判断实际余量起点,避免空程 | 从项目残留模型中选择,默认空 | 对应 PM 帮助"残留模型";选后钻孔从余量表面开始 |
| 材料厚于 | 仅在残留模型余量大于此值时才生成刀路 | 数值,默认空 | 过滤掉极薄余量处的无效钻孔动作 |
| 激活索引状态 | 多轴或分度加工时的坐标系状态 | 从项目索引状态列表中选择,默认空 | 非多轴加工时通常留空 |
| 与残留模型无关联 | 勾选后刀路计算不参考残留模型 | 勾选/不勾,默认不勾 | 适合首道工序或不需要参考余量时 |
自定义输出
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 自定义直径 | 勾选并填入自定义值,覆盖孔特征直径输出 | 勾选+数值,默认不勾 | 用于后处理特殊输出需求 |
| 自定义文本 | 勾选并填入文本,在 NC 代码特定位置插入自定义字符串 | 勾选+文本,默认不勾 | 高级后处理定制使用 |
| 自定义循环类型 | 勾选并填入循环类型值,覆盖默认输出 | 勾选+文本,默认不勾 | 高级后处理定制使用 |
顺序(排序)
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 排序 | 孔加工顺序算法 | 最短路线及多种排序方式(图标形式显示),默认最短路线 | 模具孔数量多时建议用最短路线减少抬刀空走 |
提示与常见坑
- 同一钻头只应勾选与其直径匹配的孔径。多种直径混合勾选时,PowerMILL 会按孔特征直径自动适配,但可能产生刀具直径不匹配的警告,建议分刀路处理。
- "定义顶部"选"残留模型"可以从实际余量面开始钻,避免大量空走,但需事先计算并保存对应的残留模型。
- 深孔(深径比 > 5)建议使用"深钻"循环(多次啄孔),并合理设置"啄孔深度";"单次啄孔"适合浅孔(深径比 ≤ 3)。
- 螺旋循环用于以小刀铣出大孔;反向螺旋从孔底向上螺旋,适合孔精加工,且须与"预钻"操作配合使用。
- "钻孔循环输出"取消勾选时,螺旋/轮廓循环会展开为逐行移动,便于观察刀路,但 NC 代码会大幅增加,后处理前记得恢复。
- 攻丝和刚性攻丝的"节距"必须与所选丝锥实际节距一致,否则螺纹会乱牙。
- 排序选择"最短路线"可显著减少孔数量较多时的空走距离。
操作演示
官方教程演示的完整钻孔流程:先建孔特征,再依次加工"打中心点"和"钻孔"两条刀路。
第一步:创建孔特征
- 在模型上选中需要钻孔的孔(孔面)。
- 进入特征设置,选择"产生孔"。
- 勾选"仅使用激活用户坐标系",下方寻孔方式选"向下寻找孔"。
- 点"应用",孔特征即创建完成,对应孔径会出现在策略的孔径列表里。
第二步:加一条"打中心点"刀路(中心钻)
- 新建钻孔加工刀路,选用打点(中心钻)刀具。
- 在"特征"里选中刚创建好的孔特征。
- "操作"选"中心钻",右侧参数保持默认即可。
- 计算,先在各孔打出中心引导孔。
第三步:加一条"钻孔加工"刀路
- 再新建一条钻孔加工,"循环类型"选"深钻"(普通麻花钻一律用深钻排屑)。
- "操作"选"钻到孔深"。
- 按所用钻头大小适当设置"啄孔深度"(每钻多深抬一次刀)。
- 在"特征"里选中同一个孔特征。
- 不要勾选"钻孔循环输出",除非后处理支持固定循环输出。
- 计算查看刀路效果;若结果不理想,再按上面各参数说明(开始、深度、停留时间、啄孔深度等)逐项微调。
演示中为便于看清刀路,把截图刀路沿 X 正方向偏移了 1mm 显示:可见孔顶部以上 1mm 即为"开始"高度,孔顶部往下钻到的位置即为"深度"。点孔/打中心一般不钻很深,用"单次啄孔"加"中心钻"即可,要点多深在"深度"里设置。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 显示选中直径的孔 | 数值/选项,见界面。 |
| 转 | 整圈数 |
| 前倾 | 倒角刀具位置 |
| 碰撞径向余量 | 钻孔自动碰撞检查的径向余量 |
| 碰撞轴向余量 | 钻孔自动碰撞检查的轴向余量 |
| 安全区域 | 自孔底部完全达到降低的进给率位置的距离 |
| 进给率(%) | 最后一次下切移动所使用的钻孔进给率百分比 |
| 主轴转速(%) | 最后一次下切移动所使用的钻孔转速百分比 |
| 快进退刀 | 选择后将以快进速率退刀。 |
| 步数 | 减速步数 |
| 自动创建刀具 | N段钻孔中,如果刀库中没有对应的钻头,在计算刀路中自动根据刀具直径创建钻头。 |
| 路径数 | 切削距离 |
| 螺纹 | 左手或右手螺纹 |
| 平倒角宽度 | 平倒角宽度 |
| 平倒角直径 | 平倒角顶部直径 |
| 检测厚于 | 探测厚于指定值的残留材料 |
| 主轴转速 | 孔顶部主轴转速百分比。 |
| 进给系数 | 退刀所使用的钻孔进给率系数。 |
| 退刀系数 | 和啄孔深度相关的每次啄孔期间退刀系数。 |