批量参数
本节点含页签(与软件一致):
下方保留全局模板与列表列说明;工具栏/右键与批量出单步骤见子页。
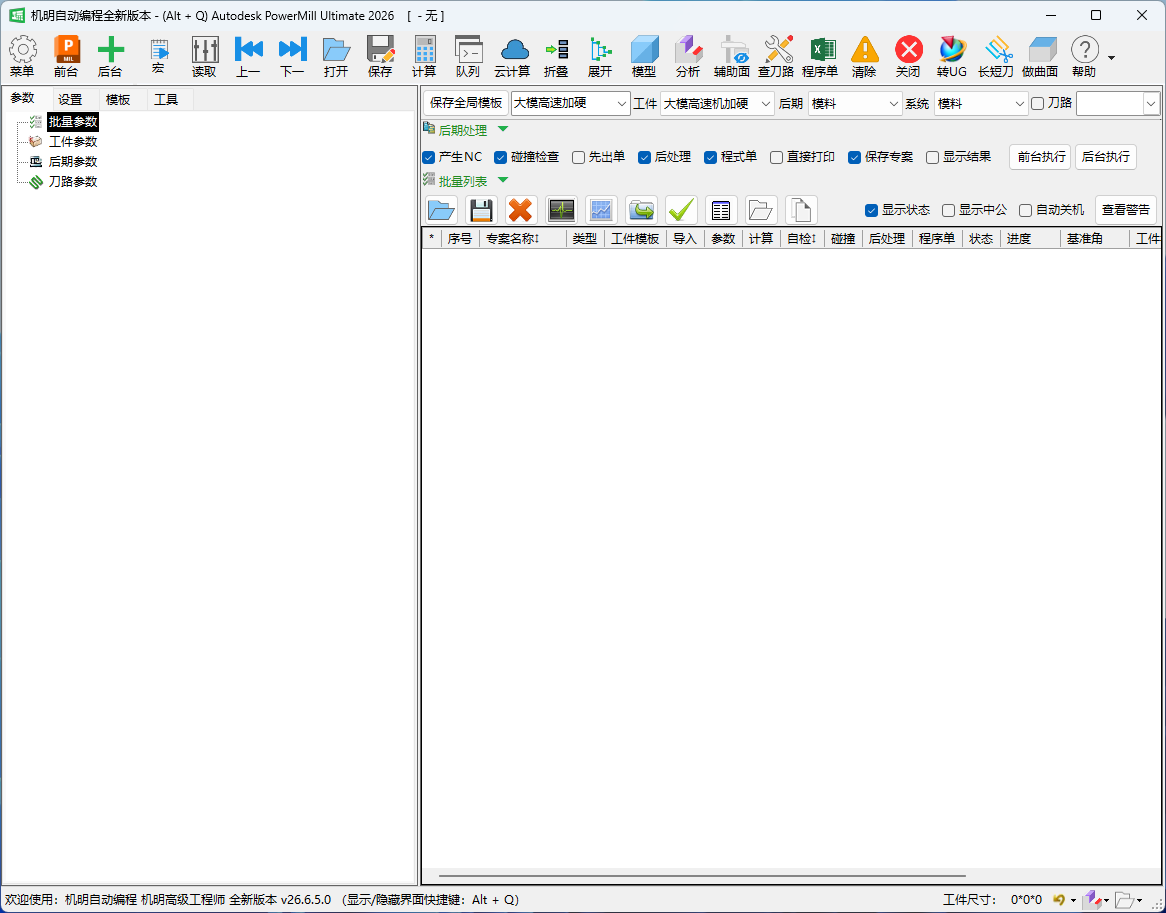
批量参数是机明面向多专案场景的集中管理模块,也是软件启动后默认进入的初始界面,由全局模板、批量后期处理和批量列表三部分组成。全局模板用于把整套编程参数打包成一个可一键调用的组合,方便按工件类型快速套用;批量列表以表格形式集中展示、管理所有待加工专案,并可对专案的关键参数(如火花位、工件名、基准角等)进行批量统一修改;批量后期处理则对勾选的多个专案,按设定的步骤顺序依次自动完成 NC 命名、碰撞检查、后处理、程序单输出等全部后期任务,实现真正意义上的批量自动编程。
用途与适用场景
- 电极编程场景中同时管理多个电极专案,统一查看各专案的参数状态、计算状态和后处理状态。
- 需要对一批专案批量修改火花位(留量)、工件类型、程序单模板、基准角等参数时,直接在列表中统一修改,无需逐个打开专案。
- 所有专案计算完成后,一次性触发批量后期处理,软件自动对每个专案依次执行全套后期流程。
- 利用"后台计算"功能,将已完成参数设置的专案发送后台 PM 自动计算,前台同时继续处理其他专案,充分利用计算资源。
全局模板
全局模板是把一套编程所涉及的全部参数打包成一个整体,方便按工件类型一键调用的功能。它把参数分为电极和模料两大类,电极又细分为铜公和石墨两种;导入模型并选好工件类型后,在对应的下拉菜单中选择全局模板名称,即可一次性套用该模板的全部参数。
一个全局模板由四个子模板组合而成:
- 工件参数模板:定义火花位、电极类型、装夹等工件相关设置。
- 后期参数模板:定义 NC 命名、后处理、程序单输出等后期相关设置。
- 系统设置模板:定义编程相关的系统级选项。
- 刀路模板:定义自动生成刀路时使用的加工策略组合。
每个子模板都可以保存多套,全局模板就是把这四类子模板按模具类型、工艺要求和本厂实际情况组合起来。软件自带模料、石墨、铜公等多套全局模板,建议初期先直接调用自带模板,熟悉后再在其基础上修改完善,逐步形成完全符合本厂要求的模板。
创建自己的全局模板:
- 先在各自的参数页面分别创建好工件参数、后期参数、系统设置、刀路四个子模板,并按统一规则命名,方便日后辨识。
- 回到全局模板区,在四个子模板的下拉菜单中分别选好要组合的子模板。
- 输入新的全局模板名称,点击保存全局模板,即完成创建。此后即可在下拉菜单中按名称随时调用这一整套参数。
批量列表
列表结构
批量列表以一行一专案的表格形式显示,各列含义如下:
列表前部为只读状态列,中部的"碰撞""后处理""程序单"为可勾选的复选框列,后部为可直接编辑的火花位/工件名等参数列。
在列表中操作专案有几个常用动作:把鼠标停在专案名称上,可即时预览该模型的图文信息;双击专案名称,即在前台 PM 打开该专案,进入参数查看与编辑;单击专案名称前的勾选框可单选、多选,单击表头的勾选符号可全选、再次单击取消全选。批量计算或批量后处理时,若一个专案都没勾选,默认对列表中全部专案执行;勾选了部分专案时,则仅对已勾选的专案执行。
| 列名 | 说明 |
|---|---|
| 勾选 | 勾选该专案是否参与批量后期处理。 |
| 序号 | 专案在批量列表中的顺序编号,只读。 |
| 专案名 | 专案文件名称,点击可打开该专案,只读。 |
| 工件类型 | 显示该专案的工件类型(电极/模料),只读。 |
| 模型类型 | 显示模型分类,只读。 |
| 导入 | 模型导入状态,只读。 |
| 参数 | 参数设置完成状态,只读。 |
| 计算 | 刀路计算完成状态,只读。 |
| 自检 | 防错自检结果,只读。 |
| 碰撞(复选框) | 勾选后,该专案在批量/后台处理时执行碰撞检查;不勾则跳过此步。 |
| 后处理(复选框) | 勾选后,该专案在批量/后台处理时执行后处理(生成 NC);不勾则跳过此步。 |
| 程序单(复选框) | 勾选后,该专案在批量/后台处理时生成程序单;不勾则跳过此步。 |
| 状态 | 当前处理状态说明文字,只读。 |
| 进度 | 后台处理进度条。 |
| 精公启用/留量/轴向留量/数量 | 电极精公(F)相关参数,可在列表中直接编辑。 |
| 中公启用/留量/轴向留量/数量 | 电极中公(M)相关参数,可在列表中直接编辑。 |
| 粗公启用/留量/轴向留量/数量 | 电极粗公(R)相关参数,可在列表中直接编辑。 |
| 基准角 | 该专案程序单使用的基准角,可在列表中修改。 |
| 工件名 | 该专案程序单工件名,可在列表中修改。 |
| 专案路径 | 专案文件所在完整路径,只读。 |
| 模型路径 | 模型文件路径,只读。 |
工具栏按钮
工具栏为一排图标按钮,将鼠标悬停在按钮上会显示对应功能说明。各按钮功能如下:
| 按钮(悬停提示) | 功能说明 |
|---|---|
| 增加专案 | 把当前 PM 中打开的专案添加到批量列表。 |
| 保存参数更改 | 将批量列表中对各专案的修改保存回各自的参数文件,避免中途关闭批量列表导致改动失效。凡是在列表中改动了专案参数——设置火花位、修改工件类型与刀路模板、启用或取消碰撞/后处理/程序单等——都需点此保存设置,否则改动不会生效。 |
| 文件操作 | 打开文件操作界面(批量导入/管理专案文件)。 |
| 石墨优先排序 | 按石墨优先的方式对批量列表重新排序。 |
| 读取订料单 | 读取固定格式的 EXCEL 订料单中的火花位与数量信息;仅在拿不到带参数的电极模型、只有 EXCEL 订料参数表时才用得上。 |
| 文件操作(导入带参数列表文件) | 通过 UG 外挂的"一键转机明列表文件"功能,可在拆电极时把各电极的火花位、数量等信息一并导出为合并的列表文件;在文件操作中找到该文件单击导入,即可在导入模型的同时把这些火花位与数量直接载入批量列表。这样编程时设置的火花位与拆电极时设置的完全一致,省去重复录入、避免手输出错。 |
| 保存/读取列表 | 左键保存当前批量列表;右键读取批量计算前自动保存的批量列表。 |
| 清空列表 | 清空整个批量列表。 |
| 前台批量计算 | 在前台 PM 依次计算批量列表中各专案的刀路。 |
| 后台批量计算 | 将批量列表的刀路计算发送到后台 PM,前台可继续操作。 |
| 读取云计算结果 | 从云计算文件夹读取已计算完成的图档;左键选择导入的状态模式,右键仅导入已计算状态的图档。 |
| 粘贴云计算列表 | 在云计算批量列表右键复制已选项目后,用此功能把项目列表粘贴到当前批量列表。 |
工具栏区域另有三个勾选框:
- 显示状态:控制列表中是否显示专案的部分参数列。取消勾选后,状态等列被隐藏,列表腾出空间显示模型的图文预览,便于一边对照模型图、一边在列表中设置电极火花位;再次勾选则恢复显示被隐藏的内容。配合列表下方的横向滚动条可左右调整列表的显示范围。
- 显示中公:切换是否显示中公相关参数列。
- 自动关机:勾选后批量计算/处理全部完成时自动关闭电脑,勾选时会先弹窗确认。
右键菜单
在批量列表任意行右键,弹出快捷菜单,常用操作包括:
| 菜单项 | 说明 |
|---|---|
| 打开 | 打开该专案,将其设为当前操作专案。 |
| 删除 | 从列表中移除该专案。 |
| 勾选/取消勾选 | 快速切换该专案的参与状态。 |
| 套用模板 | 在不打开专案的情况下,为专案套用选定的刀路模板。既可对单个专案套用,也可同时选中多个具有相同或相近特征的电极,一次性套用同一个刀路模板。 |
| 更改状态 | 手动修改该专案各阶段的完成状态(参数/计算/碰撞/后处理/程序单/自检),用于跳过或重置某阶段。 |
| 重新导入模型 | 前台或后台方式重新导入专案模型文件。 |
| 复制名称 | 复制该专案名到剪贴板。 |
| 复制/粘贴参数 | 复制列表中某个专案的全部参数(含工件参数、后期参数、系统设置、刀路参数),再粘贴到列表中其他一个或多个专案,实现专案之间的参数照搬。 |
| 获取参数 | 把某个专案的全部参数或局部参数(工件/后期/刀路/系统中的某一项)取到当前。选择"所有参数"时会同时取走四类参数,否则仅取所选的一项。当前台没有打开任何专案时,可用它在不打开专案的情况下直接读取列表中某个专案的参数进行查看或编辑。 |
| 设置参数 | 把当前的全部参数或某一项参数应用到列表中某个、某些或全部专案。配合"获取参数",即可在不打开专案的情况下取出某专案参数、改好后再写回该专案;也可只改某一项(如后期参数),然后一次性批量应用到多个或全部专案。 |
| 预备 | 对专案执行预备操作。 |
| 查看程序单 | 打开该专案已生成的程序单。 |
| 打印程序单 | 打印该专案的程序单。 |
| 设置 NC 输出路径 | 修改该专案的 NC 文件输出路径。 |
| 设置 NC 命名 | 修改该专案的 NC 命名规则。 |
| 导出参数 | 将该专案参数导出为文件。 |
| 移动专案 | 将该专案文件移动到其他目录。 |
批量后期处理
批量后期处理标签页与"后期参数 ▸ 批量操作"界面的选项完全一致,但面向的是批量列表中多个专案:点击批量后期处理按钮后,软件依次自动打开每个勾选专案,按设定步骤完成全套后期处理,处理完后自动打开下一个专案,直至全部完成。界面底部提供两个执行按钮——"前台执行"在前台 PM 依次处理各专案,"后台执行"则把整批任务交给后台 PM,前台可继续操作。
界面上各选项以勾选框形式排列(界面标签如下),勾选状态会记住上次设置:
| 选项(界面标签) | 说明 | 备注 |
|---|---|---|
| 产生NC | 对每个专案执行 NC 命名/重命名,将刀路文件夹重命名后加入 NC(即生成自动换刀 NC)。 | 是否生成自动换刀 NC,依各专案在自身 NC 命名页中的设置执行,批量这里只控制是否运行该步骤(详见下方说明)。 |
| 碰撞检查 | 对每个专案执行碰撞检查,计算刀长和刃长。 | 碰撞检查耗时较长;若不需要程序单中显示刀长/刃长,可不勾选以加快批量速度。 |
| 先出单 | 调整步骤顺序,先生成程序单再执行后处理(默认为先后处理、后出单)。 | — |
| 后处理 | 对每个专案执行后处理,生成 NC 加工文件。 | — |
| 程序单 | 对每个专案生成程序单。 | 需配合"程序单"标签页选好模板和信息字段。 |
| 直接打印 | 每个专案生成程序单后自动打印。 | — |
| 保存专案 | 每个专案后期处理完成后自动保存。 | 强烈建议保持勾选。 |
| 显示结果 | 批量后期处理完成后,显示碰撞和过切检查汇总信息窗口。 | — |
关于"产生NC"(自动换刀 NC)的分工:批量后期处理页的"产生NC"勾选框只决定批量运行时是否执行 NC 命名/重命名这一步;至于该步骤是否输出自动换刀(换刀合并)NC,则由每个专案在自身"NC 命名"页中的设置决定,批量页不会用一个统一值去覆盖各专案的设置。也就是说:要批量产生自动换刀 NC,需勾选此处的"产生NC",同时确保各专案的 NC 命名页已分别开启自动换刀 NC。
操作步骤
批量后期处理完整流程:
- 在批量列表中,勾选需要参与后期处理的专案(未勾选的专案跳过)。
- 切换到"批量后期处理"标签页,根据需要勾选处理步骤。
- 点击"前台执行"按钮,软件自动依次打开每个勾选专案,执行全套后期流程,完成后自动打开下一个,直至全部处理完毕。
- 若电脑资源充足,也可使用"后台执行"按钮,将任务发送到后台 PM 处理,前台可继续操作。
在列表中批量修改电极留量(火花位):
- 先在右键菜单中批量启用要设置的火花位类型(如同时启用粗公)。
- 框选需要统一设置的多个专案的火花位单元格。
- 右键,在弹出的输入框中输入火花位数值(如 -0.02),确定即一次性完成多个专案的批量设置。也可针对径向与轴向分别设置不同的火花位。
- 也可右键选择"设置参数",将一个专案的参数推送给多个专案。
- 修改完成后,记得点击"保存参数更改"保存设置。
前台、后台同时批量计算(充分利用两个 PM):
- 先勾选需要在后台计算的部分专案,点击后台批量计算,后台 PM 随即开始计算这批专案。
- 取消勾选刚才已选的专案,改选其余需要在前台计算的专案,点击前台批量计算,前台 PM 同时开始计算另一批专案。
- 这样前后台两个 PM 同时运算,能明显缩短整批专案的计算时间。专案的"参数"状态显示为已就绪(变色)时即可参与计算。
批量检查各专案状态:
勾选工具栏的"显示状态",列表中各专案的参数、计算、后处理状态实时刷新,方便快速识别哪些专案尚未完成某阶段。
提示与常见坑
- 批量后期处理前确认每个专案参数和刀路已完成:批量列表中"参数"和"计算"列显示为未完成的专案,在批量后期处理时可能输出错误的 NC 或程序单;建议先筛查状态,确认全部就绪后再批量处理。
- 碰撞检查会大幅增加批量处理时间:每个专案的碰撞检查根据刀路数量可能需要数分钟;若不需要在程序单中显示刀长刃长,可取消勾选碰撞检查以缩短总处理时间。
- 批量处理过程中请勿操作前台 PM:前台批量后期处理期间,软件会自动切换专案,此时如果手动操作前台 PM 可能导致切换混乱或数据错误。
- 自动关机需谨慎使用:勾选"自动关机"后会先弹窗确认,确认后批量计算/处理完成时电脑将自动关机;若需要在处理完成后检查结果,请不要勾选此项。
- 批量参数修改只改当前批量列表的专案:右键"设置参数"仅对当前批量列表中已勾选的专案生效,不会影响列表外其他专案。
- 与单专案一键后处理的关系:批量参数页的批量后期处理选项与后期参数页的批量操作选项相同,两者互不影响,修改其中一个不会自动同步到另一个。
- 善用右键菜单,多数操作无需逐个打开专案:借助列表右键菜单,可在不打开专案的情况下套用刀路模板、复制粘贴专案之间的参数、修改某个专案的参数;对于一部分电极,甚至能完全在批量列表中走完从参数设置到后处理的全过程,大幅减少逐个打开专案的来回切换。
- 列表中的工件类型与刀路模板可批量更改:导入模型后列表会自动显示各专案的工件类型(电极/模料),可在列表中直接更改;同一批导入的专案还能按各自的特征分别套用不同的刀路模板。其中前台正在编辑的专案,其工件类型与刀路模板和工件参数界面是同步的。