本节部分细节仍在校订中。
电极工件参数
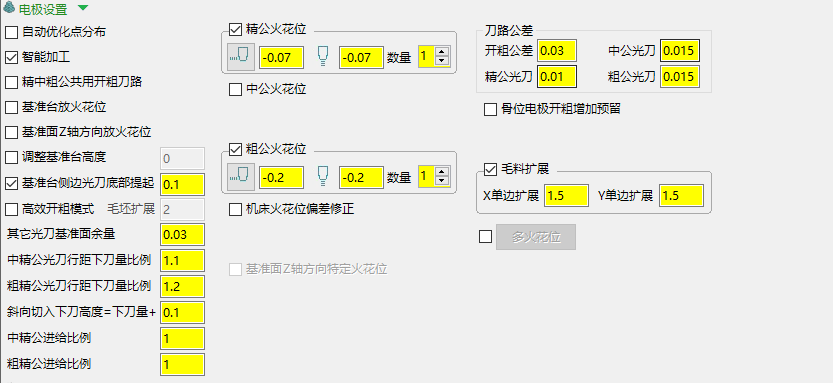
电极工件参数是电极专案中影响所有刀路的全局设置,涵盖火花位、刀路公差、智能加工选项及毛料扩展等。只需设置一次,当前专案内每一条刀路均自动生效。其内容可保存为工件参数模板(.jmwp格式),便于反复调用。
用途与适用场景
- 在开始编程前,先统一设定全专案的火花位(精公 / 中公 / 粗公)与刀路公差,避免逐条刀路重复配置。
- 需要一板电极中有多种不同火花位时,启用多火花位功能对各组电极分别定义。
- 需要对薄骨位电极单独保护时,启用骨位电极开粗增加预留。
- 更换刀库或调整进给比例时,可在此页统一修改,无需逐条刀路操作。
参数详解
智能加工
| 参数 |
说明 |
取值/默认 |
备注 |
| 智能加工 |
启用后软件自动识别基准面、优化刀路下刀位置并过滤残留边界底部区域。 |
勾选启用(默认启用) |
特别复杂的工件启用后可能需要较长计算时间。 |
| 自动优化点分布 |
软件根据不同策略和加工类型自动选择点分布方式,提升加工质量;主要用于光洁度要求较高的电极。 |
勾选启用(默认启用) |
启用后刀路计算速度会略有下降,对电脑配置要求较高;如需自定义,可在每条刀路的点分布选项中单独设置。 |
| 精中粗公共用开粗刀路 |
中公和粗公直接复用精公的开粗刀路,节省计算时间,但中公/粗公余量会多于精公。 |
勾选/不勾(默认不勾) |
适合对余量要求不严格且需要快速出刀路的场景。 |
| 高效开粗模式 |
允许刀具在毛坯外侧移动以减少空刀,提高开粗效率。 |
勾选/不勾 |
— |
| 精粗公标记 |
在基准台刀路中自动生成精公或粗公的标记刀路。 |
勾选/不勾 |
仅在有定制标记需求时使用。 |
| 基准面倒角 |
在基准台刀路中自动生成倒角刀路。 |
勾选/不勾 |
仅在有倒角需求时使用。 |
火花位
火花位(放电间隙)是电火花加工的核心概念:电极并不直接接触模具型腔,而是在两者之间留出一段单边间隙,由放电蚀除材料成型。因此电极要比目标型腔在四周和深度上各缩小一个间隙量,这个缩小量就是火花位。火花位越大,放电越平稳但成型越"胖";火花位越小,成型越精细。
火花位的本质是为电极的不同加工等级(精公 / 中公 / 粗公)设置不同的余量。同一套电极通常配多个精度等级:粗公先大量放电去除余料,中公修整,精公最终成型,越往精公火花位越小。在软件中只需按精公设置好刀路参数,软件即可按各组火花位自动推算并生成中公、粗公刀路。不需要中公或粗公时,取消对应组的勾选即可。
| 参数 |
说明 |
取值/默认 |
备注 |
| 精公火花位(XY 方向) |
精公电极头在径向(XY方向)预留的电火花间隙量,即与模具型腔之间的单边距离。 |
数值输入(mm);参考值 0.2 |
必填项;为负值时表示向内缩。 |
| 精公火花位(Z 方向) |
精公电极头在轴向(Z方向)预留的电火花间隙量。 |
数值输入(mm);参考值 0.18;勾选图标后可见 |
不勾选轴向图标时,Z方向与XY方向联动相同。 |
| 精公数量 |
当前专案精公电极的加工件数。 |
正整数;默认 1 |
— |
| 中公火花位(XY / Z 方向) |
中公电极的径向与轴向火花间隙量,设置方式与精公相同。 |
数值输入(mm) |
取消组勾选则不生成中公刀路。 |
| 中公数量 |
中公电极加工件数。 |
正整数;默认 1 |
— |
| 粗公火花位(XY / Z 方向) |
粗公电极的径向与轴向火花间隙量,设置方式与精公相同。 |
数值输入(mm) |
取消组勾选则不生成粗公刀路。 |
| 粗公数量 |
粗公电极加工件数。 |
正整数;默认 1 |
— |
| 多火花位 |
一条或一板电极中存在多种不同火花位时,勾选此项后点击"多火花位"按钮,在弹出对话框中框选各组电极头分别定义火花位。与默认火花位相同的组无需单独定义。 |
勾选启用;最多支持 5 种 |
通常在批量列表或通过 UG 外挂导入模型时批量设置;仅一板内有多种火花位时才在此单独使用。 |
基准台放火花位
| 参数 |
说明 |
取值/默认 |
备注 |
| 基准台放火花位 |
勾选后,基准台侧边四周按与电极头径向相同的火花位加工。 |
勾选/不勾 |
适用于基准台四边需要放电间隙的情况,如贴边电极(基准台贴着型腔侧壁的电极)。 |
| 基准面Z轴方向放火花位 |
勾选后,基准平面光刀时在Z轴方向也放火花位,默认与电极头轴向火花位一致。 |
勾选/不勾 |
— |
| 基准面Z轴方向特定火花位(精公 / 中公 / 粗公) |
为基准平面分别设置独立的Z方向火花位,可与电极头轴向火花位不同。 |
数值输入(mm);需先勾选上级开关 |
仅需基准面火花位特殊时才开启。 |
| 基准台侧边光刀底部提起 |
基准台侧面光刀时,刀路底部提起设定值,避免切削到基准底面造成不必要的磨损。 |
勾选启用;输入提起量(mm) |
不勾选时底部同时精光。 |
| 调整基准台高度 |
在加工出的基准台高度基础上增加或减少一定数值,正值增高,负值降低。 |
数值输入(mm);勾选启用 |
— |
| 固定(基准台高度固定) |
勾选后将基准台高度锁定为固定值,不随其他参数变动。 |
勾选/不勾 |
— |
| 其它光刀基准面余量 |
除基准台与基准面光刀以外的其他光刀刀路距基准平面的余量,防止刮花已光的基准平面。 |
数值输入(mm) |
— |
机床偏差修正
| 参数 |
说明 |
取值/默认 |
备注 |
| 机床火花位偏差修正(径向修正) |
当机床存在系统性误差需要额外增减径向余量时,在此输入修正量。 |
数值输入(mm);勾选启用 |
— |
| 机床火花位偏差修正(轴向修正) |
同上,针对轴向误差的修正量。 |
数值输入(mm);勾选启用 |
— |
刀路公差
刀路公差可以理解为刀具走刀轨迹与工件理论曲面的贴合程度——公差越小,刀路越贴合理论面、成型越准但计算越慢;公差越大,刀路越"粗"、计算越快但精度越低。本区域按加工等级统一设定当前专案各刀路的公差。
| 参数 |
说明 |
取值/默认 |
备注 |
| 开粗公差 |
开粗刀路的刀路公差。 |
数值输入(mm) |
开粗可适当放大,加快计算。 |
| 精公光刀(精光公差) |
精公光刀刀路的公差。 |
数值输入(mm) |
— |
| 中公光刀(中光公差) |
中公光刀刀路的公差。 |
数值输入(mm) |
— |
| 粗公光刀(粗光公差) |
粗公光刀刀路的公差。 |
数值输入(mm) |
— |
"精公光刀""中公光刀""粗公光刀"三栏分别对应精公、中公、粗公电极各自光刀(精光)阶段的刀路公差,与火花位(留量)无关;连同上方的"开粗公差",四栏同处一个"刀路公差"分组内。
进给比例
| 参数 |
说明 |
取值/默认 |
备注 |
| 中精公进给比例 |
中公刀路进给率相对精公进给率的倍数。例如设 0.8 表示中公进给率为精公的 80%。 |
数值(倍数) |
— |
| 粗精公进给比例 |
粗公刀路进给率相对精公进给率的倍数。 |
数值(倍数) |
— |
光刀行距步距比例
| 参数 |
说明 |
取值/默认 |
备注 |
| 中精公光刀行距下刀量比例 |
中公光刀的行距与步距相对精公光刀的比例系数,即中公光刀行距 = 比例 × 精公光刀行距。 |
数值(倍数) |
— |
| 粗精公光刀行距下刀量比例 |
粗公光刀的行距与步距相对精公光刀的比例系数,即粗公光刀行距 = 比例 × 精公光刀行距。 |
数值(倍数) |
— |
| 斜向切入下刀高度 = 下刀量 + |
斜向下刀时,斜向切入高度 = 当前刀路下切步距 + 此设置值。此常量确保斜向高度始终大于下切步距,避免踩刀。例如下切步距为 0.2、此值设为 0.1,则斜向下刀高度为 0.3。 |
数值输入(mm) |
理论上此常量取任意正值均可满足要求。 |
毛料扩展
当电极的实际备料比理论外形大一圈时(备料较大),毛坯若按理论外形生成刀路,刀具就可能在毛坯边缘外侧空切或一头扎进多余的料里造成踩刀。毛料扩展用于把毛坯往外放大、让开粗刀路覆盖到多出来的备料,从而防止踩刀;备料偏小需要往里收时也可填负数。
| 参数 |
说明 |
取值/默认 |
备注 |
| 毛料扩展(X单边扩展) |
挖槽刀路毛坯在X方向的单边扩展量,最终扩展值 = 刀具半径 + 此设置值(可为负数)。 |
数值输入(mm);勾选启用 |
不勾选时默认按最大外形生成刀路再扩展刀具直径的 0.25 倍。 |
| 毛料扩展(Y单边扩展) |
同上,Y方向单边扩展量。 |
数值输入(mm);勾选启用 |
— |
| 毛坯扩展 |
毛料单边扩展的整体附加量。 |
数值输入(mm) |
— |
骨位电极开粗增加预留
| 参数 |
说明 |
取值/默认 |
备注 |
| 骨位电极开粗增加预留(启用) |
针对骨位电极较薄的侧壁,开粗时增加余量以保证结构强度,防止加工变形。 |
勾选启用 |
启用前须在模型设置功能中定义好骨位的侧面;骨位顶面若为平面,不需要定义轴向余量。 |
| 径向 |
开粗时骨位侧面余量放大值。 |
数值输入(mm) |
此选项同时影响基准面光刀和平坦面光刀的径向余量,其他光刀不受影响。 |
| 轴向 |
等高光侧面时抬高顶面不加工的距离,避免刀具切到顶平面。 |
数值输入(mm);顶面为平面时设 0 |
— |
| 定义骨位曲面(图标按钮) |
点击后进入模型中框选骨位侧面,具有相同火花位处理需求的骨位可选为同一组。 |
点击操作 |
可通过刀具路径余量阴影选项在 PM 窗口确认已定义的曲面范围。 |
操作步骤
- 在工件参数界面中切换到"电极设置"标签。
- 在火花位区域按加工需求填入精公/中公/粗公的 XY 及 Z 方向火花位数值;不需要中公或粗公时,取消对应组的勾选。
- 如果一板中有多种不同火花位,勾选多火花位后点击同名按钮,在弹出对话框中对各组电极头分别框选并定义火花位。
- 在刀路公差区域设置开粗公差和各光刀公差。
- 有骨位电极时,勾选骨位电极开粗增加预留,点击曲面定义图标框选骨位侧面,再填入径向放大量。
- 设置完成后,点击"保存工件参数模板",填入模板名称,供后续专案直接调用。
提示与常见坑
- 火花位设置建议:大多数情况下,火花位通过批量列表批量设置或从 UG 外挂导入;仅在一板电极内有多种不同火花位时才需要在此界面手动定义。
- 多火花位与默认火花位:与默认火花位相同的组无需在多火花位对话框中重复定义。
- 中公/粗公刀路共用开粗:勾选"精中粗公共用开粗刀路"后,中公/粗公的开粗余量会多于精公,适合快速出路但要求不严格的场合;对余量有精确要求时不应勾选。
- 骨位轴向余量:若骨位顶面为平面,轴向预留量填 0;仅当顶面为非平面时才需要填写轴向余量。
- 修正值:机床偏差修正值为增减量,正值增加余量,负值减少余量;正常机床精度良好时无需使用。
- 刀路公差:公差越大计算越快但精度越低;精光刀路建议使用较小公差值。
相关功能