工件信息
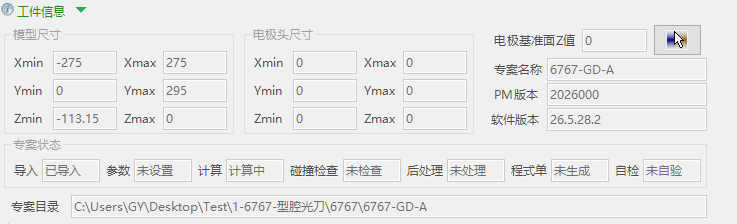
工件信息标签页以只读方式汇总当前专案的关键状态与几何数据,帮助操作者快速核对编程进度与模型尺寸,无需切换到其他窗口。该页面所有数值均由软件在导入模型、参数设置及刀路计算完成后自动刷新,无需手动输入(基准面 Z 值除外)。
用途与适用场景
- 编程前核查模型尺寸是否符合预期(含电极整体及仅电极头两个范围)。
- 多专案并行时,快速确认当前专案的版本信息与基准面高度。
- 完成编程流程任意步骤后,在此页确认该步骤的完成状态,追踪整体进度。
编程流程状态
该区域逐步显示当前专案各环节的完成情况。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 导入 | 模型是否已导入专案。 | 状态文字(只读) | 完成导入后自动更新。 |
| 参数 | 工件参数是否已完成设置。 | 状态文字(只读) | 保存工件参数后更新。 |
| 计算 | 刀路是否已完成计算。 | 状态文字(只读) | 所有刀路计算完毕后更新。 |
| 碰撞检查 | 是否已执行碰撞检查。 | 状态文字(只读) | 运行碰撞检查功能后更新。 |
| 后处理 | 是否已完成后处理(生成 NC 程序)。 | 状态文字(只读) | 执行后处理后更新。 |
| 程序单 | 是否已生成程序单。 | 状态文字(只读) | 生成程序单后更新。 |
| 自检 | 是否已完成防错自检。 | 状态文字(只读) | 执行自检后更新。 |
模型尺寸
显示导入后整个模型(含基准台)的边界范围,单位 mm。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| Xmin / Xmax | 模型在 X 方向的最小值与最大值。 | 数值(只读,mm) | 导入模型后自动计算。 |
| Ymin / Ymax | 模型在 Y 方向的最小值与最大值。 | 数值(只读,mm) | 导入模型后自动计算。 |
| Zmin / Zmax | 模型在 Z 方向的最小值与最大值。 | 数值(只读,mm) | 导入模型后自动计算。 |
电极头尺寸
仅显示电极头部分(不含基准台)的边界范围,用于核查放电区域实际尺寸。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| Xmin / Xmax | 电极头在 X 方向的最小值与最大值。 | 数值(只读,mm) | — |
| Ymin / Ymax | 电极头在 Y 方向的最小值与最大值。 | 数值(只读,mm) | — |
| Zmin / Zmax | 电极头在 Z 方向的最小值与最大值。 | 数值(只读,mm) | — |
基准面 Z 值
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 电极基准面 Z 值 | 电极基准面在 Z 轴方向的坐标。可手动输入,也可点击旁边的曲面选择图标从模型自动拾取。 | 数值(mm) | 基准面 Z 值错误会导致全部刀路的 Z 向定位偏差,请在计算刀路前务必核实。 |
拾取方式:点击"电极基准面"旁的图标按钮,进入曲面选择对话框,框选基准面所在曲面后确认,软件自动计算该组曲面的 Z 最小值并回填到输入框。
工件信息页对电极与模料专案是同一界面,"电极基准面 Z 值"及其曲面选择图标在两类专案下均显示。两种填值方式中,曲面拾取优先:一旦勾选并通过图标框选了基准面曲面,软件会取该组曲面的 Z 最小值自动写入并覆盖此输入框;未勾选图标时,则保留手动输入的数值。
版本信息
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 专案名称 | 当前 PowerMILL 专案的名称。 | 文字(只读) | 与 PowerMILL 专案同步。 |
| 专案路径 | 当前专案所在的文件夹路径。 | 路径文字(只读) | 可用于核查文件存放位置。 |
| PowerMILL 版本 | 当前所连接的 PowerMILL 版本号。 | 文字(只读) | 用于排查版本兼容性问题。 |
| 机明版本 | 当前机明软件的版本号。 | 文字(只读) | 联系技术支持时请提供此信息。 |
提示与常见坑
- 尺寸显示为零或空白:若导入模型后尺寸仍未更新,请确认模型已正确导入且专案已保存,然后重新打开工件参数窗口刷新数据。
- 电极头尺寸与预期不符:电极头尺寸依赖于正确区分电极头与基准台的曲面分层。若数值异常,需检查模型的曲面分层是否正确,或在导入模型参数中重新执行曲面分析。
- 基准面 Z 值务必核实:基准面 Z 值是计算基准台高度的关键依据,填写错误将影响所有刀路的 Z 轴定位,请在开始计算刀路前核对。