模料工件参数
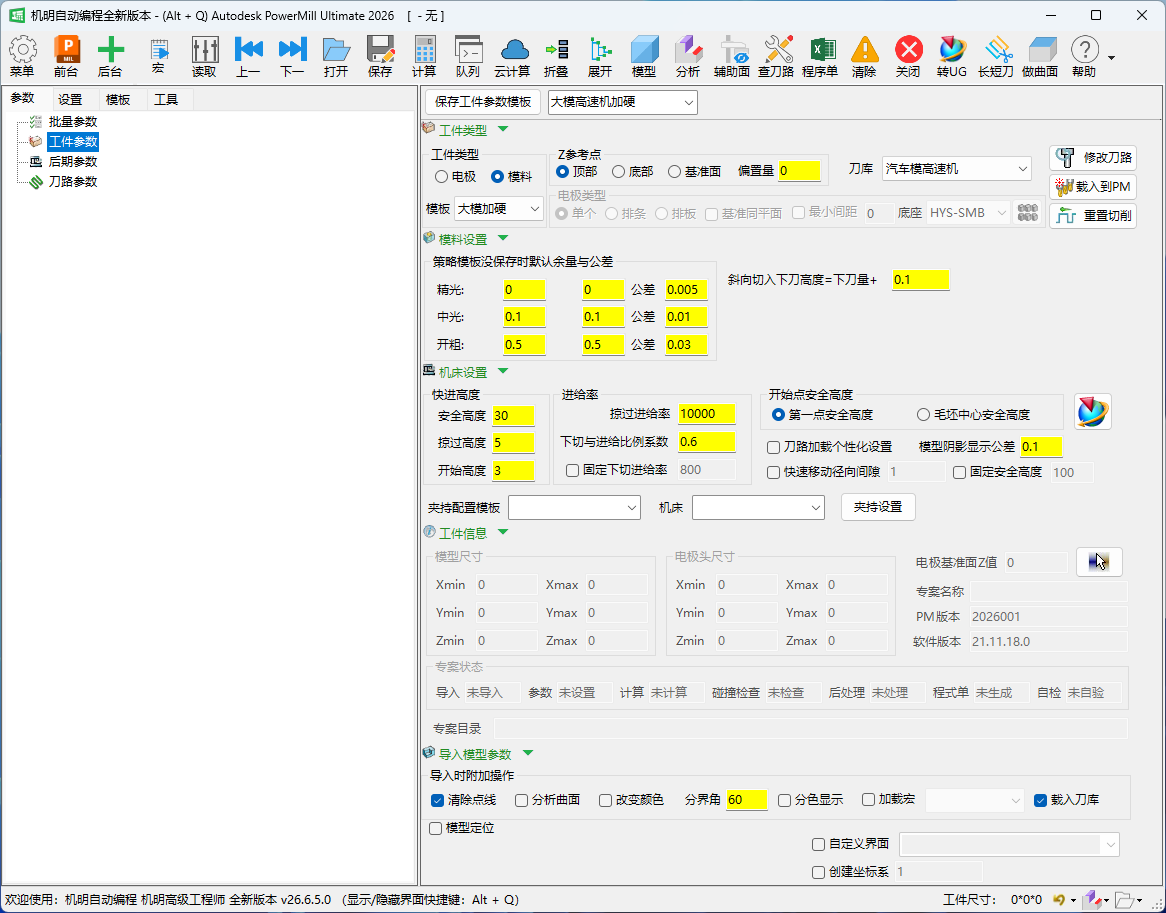
模料工件参数是模料专案中影响所有刀路的全局设置。与电极工件参数的主要区别在于:模料没有"电极类型"(精公 / 中公 / 粗公)的分组,取而代之的是按加工类型——开粗、中光、精光——分别设置默认余量与公差,再加上斜向切入高度等参数。
模料编程往往是开粗、中光、精光多个阶段、多条刀路依次推进,每个阶段对余量和公差的要求并不相同:开粗追求快、可以放大公差留较多余量,精光追求准、要用较小公差。把这三档默认值在工件参数里集中设好,全专案各阶段刀路在生成时就自动套用对应一档,不必逐条刀路去填,这正是模料工件参数按加工类型分组的用意。
除了上面这块"按加工类型分余量公差"是模料独有以外,模料工件参数的其余内容(机床设置等)与电极工件参数完全一致,对当前专案的所有刀路同时有效;其设置同样可保存为工件参数模板,供后续专案反复调用。
用途与适用场景
- 在开始模料编程前,先统一设定全专案开粗、中光、精光各档的余量与公差,作为各阶段刀路的基准默认值,避免逐条刀路重复配置。
- 当余量与公差未在策略模板中保存时,此界面的设置即为所有刀路计算时的默认值。若某条策略的模板中已单独保存了余量公差,则该策略加载时以模板内数值为准,不受此界面影响。
- 典型用法:开粗一档把公差适当放大、余量留足,让开粗刀路算得快、为后续工序留料;精光一档把公差收紧、余量收到目标值,保证最终精度。一次设好三档,全专案对号入座。
- 需要统一调整斜向下刀高度时,在此修改一次即对全专案生效。
参数详解
策略模板没保存时默认余量与公差
这里按开粗、中光、精光三档分别设定一套"默认"余量与公差。它的角色是兜底默认值:当某条刀路自己没有另行约定余量/公差时,刀路计算就套用此处对应加工类型的这一档数值;一旦该刀路另有更具体的设定,则以更具体的设定为准。这样既保证了全专案有一套统一的基准,又允许个别刀路按需偏离。
此分组的数值仅在所调用的策略模板未保存余量/公差选项时才生效;若策略模板已保存余量公差,则以模板内数值为准。
下方表格中"精光 / 中光 / 开粗"三行的命名沿用当前版界面顺序;旧版手册按"开粗 / 中光 / 精光"由粗到精排列,仅显示顺序不同,含义一致。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 精光 XY 余量 | 精光刀路在 XY(径向)方向留给模型面的余量。 | 数值输入(mm) | — |
| 精光 Z 余量 | 精光刀路在 Z(轴向)方向留给模型面的余量。 | 数值输入(mm) | — |
| 精光公差 | 精光刀路与理论面的最大允许误差。 | 数值输入(mm) | 精光建议使用较小公差以保证加工精度。 |
| 中光 XY 余量 | 中光刀路在 XY 方向的余量。 | 数值输入(mm) | — |
| 中光 Z 余量 | 中光刀路在 Z 方向的余量。 | 数值输入(mm) | — |
| 中光公差 | 中光刀路的公差。 | 数值输入(mm) | — |
| 开粗 XY 余量 | 开粗刀路在 XY 方向的余量。 | 数值输入(mm) | — |
| 开粗 Z 余量 | 开粗刀路在 Z 方向的余量。 | 数值输入(mm) | — |
| 开粗公差 | 开粗刀路的公差。 | 数值输入(mm) | 开粗可适当放大公差以加快计算速度。 |
精光、中光、开粗三行的 XY 余量与 Z 余量均为各自独立的输入框(共六个,分别填写),两者互不联动;需要 XY 与 Z 取不同余量时直接在对应框中分别填入即可。
斜向切入下刀高度
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 斜向切入下刀高度 = 下刀量 + | 斜向下刀时,斜向切入的总高度 = 当前刀路的下切步距 + 此常量值。确保斜向高度始终大于下切步距,避免踩刀。 | 数值输入(mm) | 此常量取任意正值均能满足要求;常量越大,斜向段越高。 |
操作步骤
- 在工件参数界面切换到"模料设置"标签(此标签仅在模料专案下显示)。
- 根据加工计划,分别在精光、中光、开粗三组中填入 XY 余量、Z 余量和公差数值。
- 若使用策略模板,确认该模板是否已保存余量/公差;若已保存,此界面的同类设置对该策略不生效。
- 按工件材质和机床性能填写斜向切入下刀高度附加值。
- 设置完成后保存为工件参数模板,供后续专案直接调用。
提示与常见坑
- 策略模板优先级:若某策略模板中勾选并保存了"余量与公差"选项,调用该策略时将使用模板内的数值,而不受此界面数值影响。如需统一由此界面控制,需确保策略模板未保存此选项。
- 精光与开粗公差差异:精光建议使用较小公差(例如 0.01 mm),开粗可适当放大(例如 0.05 mm),以在保证质量的前提下加快开粗刀路的计算速度。
- 斜向下刀踩刀问题:若斜向切入下刀高度设置过小(小于当前刀路的下切步距),会出现踩刀现象,应确保此常量值为正数且有足够余量。
- 与电极工件参数的关系:模料工件参数中的机床设置部分与电极工件参数完全相同,切换专案类型时注意核对机床设置内容。