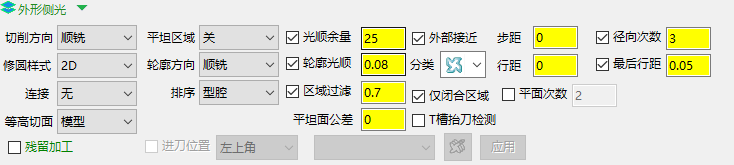
外形侧光
外形侧光对工件外形侧面(直身位、外形轮廓侧壁)做等高方式精光,沿外形一圈圈生成水平切面刀路,逐层向下把侧壁光顺到位。它处理的是竖直方向的侧面,与铣顶面、铣平面的面切削是两种不同用途的策略——面切削加工的是朝上的水平面,外形侧光加工的是朝外的侧立面。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择外形侧光。
用途 / 适用场景
外形侧光是把工件外形侧面光顺、修光的精加工策略:
- 工件外形轮廓的侧壁、直身位等竖直或近竖直侧面的精光。
- 凸台、凸出特征的周边侧面需要均匀一致表面质量的场合。
- 侧面留量需要按层逐圈去除、控制每层切削宽度的场合。
由于走的是等高切面,每一层的下切深度固定、刀具受力稳定,侧壁能得到一致的表面效果。
参数详解
切削方向
这里把"最终修光的一圈"和"修光之前的所有圈"分开设定走刀方向,二者可以各走各的。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切削方向 | 设定最终轮廓以外所有刀路的加工方向 | 顺铣 / 逆铣 / 任意 | 顺铣:沿刀具前进方向看,刀具位于加工边缘左侧;逆铣:刀具位于加工边缘右侧(含仰铣);任意:同时使用顺铣和逆铣,尽量减少抬刀和空程 |
| 轮廓 | 单独设定最终轮廓那一圈的加工方向 | 顺铣 / 逆铣 / 任意 | 通常让最后修光的一圈走与其它圈不同的方向,以保证侧壁光洁 |
设定后可在刀路预览图上观察箭头方向,确认最终轮廓与其它圈各自的走刀方向是否符合预期。
连接方式
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 连接 | 指定把各段独立刀路连起来所需的过渡移动 | 直线 / 平顺 / 无 | 直线:以直线段相连;平顺:以圆滑过渡相连,适合高速加工;无:不生成连接、各段独立 |
若想手动调整刀路的起始点,需把"连接"设为无——各段相互独立、不再被连接走刀强行串起来,才能自由指定从哪里下刀。
平坦区域处理
开启后,会针对整个模型上的平坦面额外生成等高切面刀路,把平坦衔接处一并加工到位。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 平坦区域 | 如何识别并处理模型上的平坦区域 | 关 / 区域 / 层 | 关:不考虑平坦区域,此时本组其余设置不可用;区域:先加工完主层、再单独加工平坦区域;层:把探测到平坦区域的整层一起加工 |
| 平面次数 | 在平坦面方向上的切削次数 | 数值 | 决定每处平坦面铺几圈刀路 |
| 步距 | 加工平坦面时的下切步距 | 数值 | 控制平坦面方向逐层下切的深度 |
| 允许刀具移出平坦区域以外 | 允许刀具在加工平坦面时走到平坦区域边界之外 | 勾选/不勾 | 勾选后刀具可越出平坦区域边缘,便于把边界处也清理干净 |
高速加工辅助
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 轮廓光顺 | 在外角处用圆弧拟合代替方向急剧变化,即把轮廓拐角修圆 | 勾选 + 乘数系数(以刀具直径为单位) | 圆弧半径 = 刀具直径 × 乘数系数(例:刀具 10 mm、系数 0.05 时半径为 0.5 mm),用滑块设定系数;高速加工时尤为重要,可杜绝刀具方向突然变化造成的冲击 |
| 外部接近 | 增加一段从毛坯外侧切入的进刀移动 | 勾选/不勾 | 勾选后会在毛坯之外增加一段进刀,让刀具从工件外面接近并切入侧壁,避免直接在材料内部下刀;设定后可在刀路预览图上看到这段额外的外部进刀移动 |
| 光顺余量 | 把固定行距换成可变行距、用圆角替换尖角,避免拐角处机床受力突变 | 勾选 + 最大偏移百分比 | 用滑块设定相对指定行距的最大偏移百分比;启用后尖角变圆角、行距由固定改为可变,从而可用更高进给率 |
区域过滤(不安全段删除)
使用非中心切削刀具(刀具底部中间不过中心的铣刀)深入加工小型腔时,刀具底部的非切削部位可能碰撞到无法加工的材料、损坏刀具。区域过滤通过删除较小的刀路段,把这类靠"细微移动刀具"才能完成的封闭区域过滤掉,避免不安全切削。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 删除小于分界值的段 | 删除小于"分界值"的段及其下方所有段 | 勾选/不勾 | 若某段虽小于分界值但环绕着凸台,则系统不删除 |
| 分界值(刀具直径单位) | 所有段据以比较的尺寸下限 | 数值 | 值越大删除的段越多。最小可用值 = 非切削刀具直径 ÷ 整个刀具直径:小于此结果则不会删除全部不安全段;取 1 则始终删除所有不安全段(但也可能误删一些安全段) |
| 仅删除闭合区域段 | 只删除闭合区域中小于"分界值"的段 | 勾选/不勾 | 不勾选时,开放区域中在指定范围内的段也会一并删除 |
实际过滤尺寸可按"刀具直径 × 系数 + 刀具直径"估算。例如用直径 30 的刀、系数取 0.7,则过滤尺寸 = 30 × 0.7 + 30 = 51,凡小于 51 的位置都会被过滤掉。系数越大、过滤掉的小段越多。设定后可在刀路预览图上观察被保留与被删除区段的差别。
进刀次数与行距
侧面要走几圈、最终轮廓再不再补一刀,都在这里设定。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 进刀次数 | XY 方向(侧面方向)上的切削圈数 | 数值 | 指定圈数时须同时给出"行距",由次数和行距共同决定侧面去除的总宽度 |
| 行距 | 相邻两圈刀路之间的距离 | 数值 | 行距越小侧面越光洁、圈数越多 |
| 最后行距 | 在最终轮廓位置额外留出的进刀余量,勾选后在轮廓处再单独补走一刀 | 勾选 + 数值 | 在"进刀次数"之外,于最终轮廓位置再产生一条刀路。例如进刀次数设为 2、再勾选"最后行距",则整层一共走 3 刀(2 圈进刀 + 最后 1 圈修光) |
实用搭配:用"进刀次数 + 行距"快速把侧面余量分圈去除,再勾选"最后行距"在最终轮廓单独补一刀精修,既保证效率又保证最终一圈的侧壁质量。
残留加工
外形侧光也支持按"上一把刀的残留"来安排刀路,只清理前道工序留下的、大刀够不到的侧面材料。残留加工各项参数的含义与设置方法,与等高、平行等其它精加工策略一致,参见对应章节的统一说明,此处不再重复。
操作演示
外形侧光的基本用法很直接:
- 在加工策略中添加一条外形侧光刀路。
- 按上文设定切削方向、进刀次数与行距、是否处理平坦区域等参数。
- 点击计算,生成并查看刀路效果。
- 在刀路预览图上检查最终轮廓与其它圈的走刀方向、外部进刀移动、过滤区段是否符合预期,必要时回到参数面板微调后重新计算。
操作要点
- 先确认要光的是侧面而不是顶面:外形侧光只处理竖直/近竖直的外形侧壁;若要铣顶面、平面,改用面切削。
- 多圈加工时,用"切削方向"和"轮廓"把中间各圈与最终一圈的走刀方向分开设定——通常让最终一圈(轮廓)走顺铣以保证侧壁光洁,中间圈用"任意"提高效率。
- 想精修最终一圈时,先用"进刀次数"分圈去除余量,再勾选"最后行距"在最终轮廓位置单独补走一刀。
- 高速加工务必开启"轮廓光顺",用圆弧拟合外角(拐角修圆),避免刀具在拐角处方向突变冲击主轴。
- 侧面表面质量主要由"行距"和进刀次数控制:行距越小、圈数越多,侧壁越光,但加工时间越长。
提示与常见坑
- 混淆侧面与顶面:外形侧光不会加工朝上的水平面,平坦顶面残留要靠面切削或浅滩策略处理。
- 拐角冲击:未开"轮廓光顺"时外角是尖角,高速走刀会在拐角处产生方向突变和受力冲击,容易出现刀痕或让刀;高速加工建议同时开启"轮廓光顺"和"光顺余量"。
- 平坦区域设为"关":把"平坦区域"设为关后,本组其余选项全部不可用,模型上的平坦衔接处不会被单独处理,需另行安排策略补加工。
- 不安全段删除分界值过大:分界值取得过大可能连同安全段一起删除,导致侧面漏加工;取值应不小于"非切削刀具直径 ÷ 整个刀具直径"。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 径向次数 | XY方向指定固定的偏置切削次数 |
| 区域过滤 | 基于其相对于刀具直径尺寸不安全的区域段自动移去 |
| 仅闭合区域 | 仅移除闭合并位于型腔中的段,仅在移去小段时激活。 |
| 等高切面 | 产生等高切面 |
| 允许刀具在平坦面外 | 允许刀具移出平面区域之外 |
| 重新应用毛坯 | 数值/选项,见界面。 |
| 残留轴向扩展 | 用于设置残留区域沿零件轮廓表面按该系数值进行扩展的大小。 |
| 无关联模式 | 勾选则生成与计算残留模型的刀路脱离关联,不绑定刀具路径,修改刀路不重新计算残留模型,不改变残留模型,后期如刀路有较大修改则慎用! |
| 标记参考 | 给首粗和二粗等参考刀路设置相同的标记,当首粗刀路勾上无刀路删除被删除了刀路之后,相同标记下的二粗刀路变成首粗自动关掉残留加工。 |
| 放大直径(TDU) | 扩大自动优化参考刀路刀具倍数 |
| 自动优化 | 自动产生一条参考刀路优化二粗/再粗刀路。 |
| 检测厚于 | 检测残留材料,只对厚于指定值的残留区域产生刀具路径。主要是为了过滤一些碎小刀具路径。 |
| 包含前面刀路 | 将前面所有的刀路自动产生一个残留模型作为参考。 |
| 分类 | 倒角刀具位置 |
| 残留加工 | 残留加工参数开关 |
| 修圆样式 | 选择拐角圆角拟合圆弧样式:二维到三维的刀具路径圆角的模型 |
| 平坦面公差 | 侦测平面时的公差值。 |
| 进刀位置 | 调整下切进刀位置 |