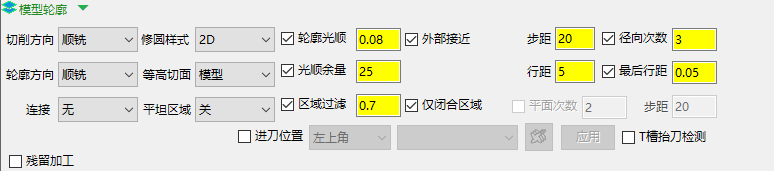
模型轮廓
在若干指定 Z 高度处切分模型,沿每层截面轮廓生成区域清除刀路,兼顾多层轮廓切削和平坦面精加工。常用于模具型腔和型芯的侧壁多层精修,是介于等高粗加工与纯轮廓精加工之间的通用策略。
该策略的核心是「对整个模型产生等高切面刀具路径」:先在一系列 Z 高度处把模型切成水平截面,再沿每个截面的轮廓走刀;当一层内需要去除较宽的材料时,还可在轮廓内侧偏置出多圈,由外向内逐圈清除。因此它既能像等高加工那样分层贴壁,又能像区域清除那样把每层的余量扫干净,特别适合余量较厚、侧壁较深的型腔再粗与半精。
界面位置
模料刀路参数面板 ▸ 加工策略 选项卡 ▸ 选择模型轮廓。
用途 / 适用场景
- 模具型腔侧壁的多层轮廓精修,在等高粗加工后做多圈精密轮廓切削。
- 含平坦面的模型(如分型面台阶)的复合处理:侧壁等高轮廓 + 平坦面精加工。
- 区域清除后对侧壁余量进行分层扫清,可结合残留模型只清未加工区域。
- 需要精确控制每层行距和下切步距的多层刀路场合。
参数详解
切削类型
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切削类型 | 选择刀路的主要切削对象 | 模型 / 平坦面 | 模型:按等高 Z 层切分模型轮廓;平坦面:专门加工模型中的水平面区域 |
切削方向
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切削方向 | 整体的铣削走刀方向 | 顺铣 / 逆铣 / 任意 | 适用于所有轮廓路径 |
| 轮廓切削方向 | 最终轮廓路径的走刀方向 | 顺铣 / 逆铣 / 任意 | 始终显示在界面上,但仅当存在多条轮廓路径时才实际生效,用于为最终一圈单独设置切削方向 |
| 其他轮廓切削方向 | 除最终轮廓外所有其他轮廓的走刀方向 | 顺铣 / 逆铣 / 任意 | 始终显示;配合"轮廓切削方向"实现粗圈与精圈不同走刀方式 |
三种走刀方式的区别:
- 顺铣——尽量只用顺铣生成刀路。沿刀具前进方向看,刀具位于加工边缘的左侧。顺铣切削力把工件压向台面、表面质量好,是模具精加工的常用选择。
- 逆铣——尽量只用逆铣(仰铣)生成刀路。沿刀具前进方向看,刀具位于加工边缘的右侧。
- 任意——同时使用顺铣和逆铣,以尽量减少提刀和空程移动,效率最高,但表面一致性不如纯顺铣。
当一层有多圈轮廓路径时,可以让最终一圈和其他圈走不同方向(例如内侧粗圈用「任意」抢效率、最后精圈用「顺铣」保表面)。「轮廓切削方向」控制的是最终轮廓那一圈的走刀方向,「其他轮廓切削方向」控制除最终轮廓外其余各刀的走刀方向;判断方向时可看刀路上箭头的指向。这两个切削方向选项始终显示在界面上(不会随圈数隐藏),只是在单圈切削时不起作用,存在多条轮廓路径时才分别控制最终圈与其他圈的走刀方向。
注意:切削方向、偏置连接方式(连接)、光顺量等参数,只有在勾选「切削次数」、确实生成多圈轮廓时才会生效;只走单圈轮廓时这几项填了也不起作用。
公差与余量
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 公差 | 刀路贴合模型轮廓的精度 | 数值 | 越小越精确 |
| 余量 | 零件表面留下的总材料厚度 | 数值 | 可拆分为径向余量和轴向余量 |
| 径向余量 | 刀具径向方向的偏移量 | 数值 | 正值在垂直壁留料 |
| 轴向余量 | 刀具轴向方向的偏移量 | 数值 | 正值在水平面留料 |
行距与下切步距
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 行距 | 相邻轮廓路径(多圈)之间的水平间距 | 数值 | 切削次数大于 1 时此项可用 |
| 下切步距 | 相邻层之间的最大 Z 间距 | 数值 | 按设定的步距值从顶部往下自动划分各层高度,决定 Z 高度划分的密度 |
| 恒定下切步距 | 使所有层间距均等(而非最大值) | 勾选/不勾 | 勾选时系统调整实际步距使各层均分,不勾选时除最后一层外每层间距等于设定值 |
下切步距按设定值自动从毛坯顶部往下划分各层高度,界面没有「手动」指定每层 Z 高度的模式,「恒定下切步距」始终位于此处、不会随模式切换而移动位置。
关于切削范围的理解:水平方向上,刀路要去除的材料宽度由「毛坯宽度 / 行距」共同决定——行距是相邻路径之间的距离,多圈时由行距和总宽度推出圈数;垂直方向上,要去除的材料深度由「毛坯深度(顶面到底面 Z 高度的距离)/ 下切步距」共同决定,下切步距是相邻层之间的最大距离。理解这两组关系有助于预估生成的圈数与层数。
多圈切削(行距控制)
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 行距限制 | 启用后限制多圈切削的最大圈数 | 勾选+数值 | 勾选后多圈数量不超过填写的最大值 |
| 偏置连接方式 | 多圈轮廓路径内偏置之间的连接形式 | 直 / 光顺 / 无 | 直:直线过渡;光顺:圆弧过渡;无:提刀 |
| 光顺量 | 多圈偏置路径的切向光顺余量 | 勾选+数值 | 避免内圈切削时的角点冲击 |
| 轮廓拐角半径 | 轮廓路径转角处的圆弧过渡半径 | 勾选+数值 | 2D 或 3D 样式,减少刀具在尖角处的振动 |
| 拐角半径样式 | 拐角圆弧的计算方式 | 2D / 3D | 2D:在 Z 平面内计算;3D:按三维空间曲面计算 |
偏置连接方式(界面上称「连接」)决定一层内由外向内多圈之间的衔接动作:「直」用直线连接、路径最短但拐弯生硬;「光顺」用圆弧连接、衔接平顺利于高速;「无」则各圈之间提刀分开。需要手动指定每圈的起始进刀点时,把连接设为「无」。该参数同样要在勾选「切削次数」、确实生成多圈时才起作用。
光顺量(光顺余量)用来缓解刀路尖锐拐角带来的机床受力突变:它把标准的固定偏移换成可实现更高进给率的偏移,用圆角替换尖角,并把行距从固定距离改为可变距离。勾选后用数值(相对指定行距的最大偏移百分比)控制圆角和行距变化的幅度,加工效率更高、机床更平稳。
轮廓拐角半径对轮廓做圆弧拟合,避免外角处方向发生急剧变化。在高速加工时这一项尤为重要——圆弧拟合可以杜绝刀具方向的突然改变,减少振动和过切风险。
平坦面加工
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 加工平坦面 | 在等高轮廓基础上额外加工水平平坦面 | 关 / 区域 / 层 | 关:不考虑平坦区域,此时其余平坦面参数禁用;区域:在加工主层之后单独加工平坦区域;层:加工探测到平坦区域所在的整个层 |
| 平坦面允许刀具超出 | 允许刀具在加工平坦面时超出边界 | 勾选/不勾 | 切削类型为"平坦面"时可用;勾选后刀具可超出平坦面边缘确保完整覆盖 |
| 平坦面多重切削 | 对平坦面启用多层切削 | 勾选+数值 | 勾选后指定切削次数;在平坦面有余量时做多刀精修 |
| 平坦面下切步距 | 平坦面多层切削的层间距 | 数值 | 与整体下切步距联动(平坦面步距同步于整体步距设置) |
为什么要单独处理平坦面:等高分层走刀对斜壁很有效,但水平面(如分型台阶、平底)落在某个 Z 高度上,单纯按层切分容易留下未清的平面余量。三种取值的实际行为是:
- 关:计算时不侦测平坦区域,完全按下切步距换算各层高度,平坦面位置不会单独产生到底的一刀。
- 区域:计算时也侦测平坦区域,但只在平坦区域范围内单独补一刀清平面(在加工完主层之后进行),干扰小、效率高。
- 层:计算时侦测平坦区域,并按平坦区域自动换算一个小于所设下切步距的层间距,让某一层刚好落在平坦面位置、把整层一起加工,覆盖更彻底。
三种方式都依据 Z 高度来确定平面位置。
切削类型与平坦面参数的显示联动如下:切削类型选"模型"时,显示"加工平坦面"下拉(关/区域/层)和下切步距,但不显示"平坦面允许刀具超出";切削类型选"平坦面"时反之——"加工平坦面"下拉和下切步距隐藏,转而显示"平坦面允许刀具超出"。另外,当"加工平坦面"选"关"时,"平坦面多重切削"及其下切步距会置灰。
区域过滤(不安全段删除)
使用非中心切削刀具(刀底中心不参与切削,如某些圆鼻刀、可转位刀片刀)时,深入加工小型腔可能让刀底中间的非切削部位撞到没被切走的材料,损坏刀具。区域过滤通过删除较小的刀路段来避免这种风险——它根据每段相对刀具直径的尺寸,自动移去那些靠刀具微小移动来完成的不安全段。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 区域过滤 | 按段相对刀具直径的尺寸自动移去过小的刀路段 | 勾选+系数 | 过滤掉靠刀具微小移动完成的不安全段。门槛 = 刀具直径 × 系数 + 刀具直径,系数越大删得越多 |
| 仅删除闭合区域段 | 只删除闭合区域中小于门槛的段 | 勾选/不勾 | 不勾选时,开放区域内小于门槛的段也会被一并删除 |
区域过滤的判断规则:刀路段会根据它相对于刀具直径的尺寸自动被移去,从而过滤掉那些靠刀具微小移动完成、容易让刀底非切削部位撞料的不安全段。系统按「刀具直径 × 系数 + 刀具直径」算出过滤的尺寸门槛:例如用一把 32R5 的圆鼻刀(按直径 30 计),设系数为 0.7,则过滤门槛 = 30 × 0.7 + 30 = 51。系数越大、门槛越大,被删除的段就越多。
仅删除闭合区域段:勾选后只删除闭合区域中小于门槛的段;不勾选时,开放区域内小于门槛的段也会被一并删除。
残留加工
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留加工 | 启用残留加工子功能 | 勾选/不勾 | 开启后激活残留相关参数,策略转变为"模型残留轮廓" |
| 参考类型 | 残留区域的计算来源 | 刀具路径 / 残留模型 | 刀具路径:基于前序刀路;残留模型:基于已创建的 PowerMILL 残留模型 |
| 参考刀路/模型 | 具体的前序刀路或残留模型 | 从列表中选择 | 支持自动残留模型、自动当前工位残留模型、上一刀路等特殊选项 |
| 探测材料厚于 | 忽略厚度小于此值的残料 | 数值 | 防止对极薄残料生成冗余刀路 |
| 扩展区域 | 残留识别区域外侧的额外偏置 | 数值 | 适当外扩确保边界处刀路平滑融合 |
| 残留模型精度 | 残留模型的计算公差 | 数值 | 参考类型为"残留模型"时显示 |
| 残留模型行距 | 残留模型计算时的网格行距 | 数值 | 值越小残留模型越精确,计算越慢 |
| 非关联 | 使残留计算与刀路边界不关联 | 勾选/不勾 | 仅"残留模型"参考类型时可用 |
| 最小间隙 | 残留区域段之间忽略的最小缝隙 | 数值或按刀具直径 | 小于此值的缝隙合并,减少碎刀路 |
| 参考刀路优化 | 使用残留模型参考时进行优化计算 | 勾选/不勾 | 可减少不必要的空走刀段 |
勾选「残留加工」后,机明界面里这条策略名称不变(不会更名为「模型残留轮廓」),仅内部按残留方式计算。
进刀与区域
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 从外侧进刀 | 刀具从轮廓外侧进刀 | 勾选/不勾 | 勾选后刀具在轮廓外侧切入,适合开放区域 |
| 仅封闭区域 | 刀路只处理封闭轮廓区域 | 勾选/不勾 | 过滤掉开放端的轮廓段 |
| 进刀点 | 设置刀路的起始进刀位置 | 左上角 / 左下角 / 右上角 / 右下角 / 左中间 / 右中间 / 上中间 / 下中间 / 按参考线 | 控制每个封闭轮廓区域的进刀起点,"按参考线"需指定参考线 |
| 额外余量 | 标准余量基础上叠加的径向额外余量 | 勾选+数值 | 用于给某些刀路保留额外安全间隙 |
| 额外轴向余量 | 标准余量基础上叠加的轴向额外余量 | 数值 | 与额外余量联动 |
| 最终余量 | 最终轮廓刀路的余量(最后一圈可与其他圈不同) | 勾选+数值 | 在切削次数之外,额外在轮廓位置单独走一圈、并给定该圈的独立余量 |
"进刀点"及其配套的参考线选择、"应用"按钮为标准版及以上提供,基础版界面不显示这一组控件;当进刀点选"按参考线"时,旁边的参考线选择栏和获取按钮才解锁。
切削次数与最终余量如何决定总刀数:「切削次数」是 XY 方向上由外向内的偏置圈数;除掉切削次数后,再勾选「最终余量」,系统会在轮廓位置额外单独走一圈精修。例如把切削次数设为 2、再勾选「最终余量」,则一层总共走三刀(两圈偏置 + 一圈最终轮廓精修)。只要不勾「最终余量」,最终一圈就与切削次数中的最后一圈合并。
其他
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 毛坯检查 | 使用毛坯几何做碰撞/残留检查 | 勾选/不勾 | 配合残留模型使用,限制刀路在毛坯范围内 |
| 参考刀路标记 | 给残留加工的参考刀路打标签(A-H) | A / B / C / D / E / F / G / H | 勾选后指定字母,用于精确匹配特定参考刀路 |
| 检测功能 | 额外检测辅助功能 | 勾选/不勾 | 此选项为部分定制版专有,标准安装环境通常不显示 |
提示与常见坑
- "切削类型"选"模型"时,系统从毛坯顶部按下切步距自动划分 Z 层,最终一层落在毛坯底部;选"平坦面"时不按 Z 层划分,仅针对探测到的水平面生成路径,两者切削对象完全不同,需按实际需求选择。
- "恒定下切步距"勾选与否会明显改变 Z 高度的分布:不勾选时,除最后一层外所有层按设定步距均匀下切,最后一层落在底部(步距可能更小);勾选时,所有层均匀分布,实际步距会比设定值小(整体均分)。
- "行距限制"设置过小(如仅 1 圈)时,相当于只生成单圈轮廓刀路,后续偏置圈不会生成;须结合实际余量和行距的比值来决定是否需要多圈。
- "残留加工"开启后,策略内部转变为"模型残留轮廓"模式;若未在 PowerMILL 中创建残留模型就选了"残留模型"参考类型,计算时系统会报错或生成空刀路,须先执行残留模型计算。
- "从外侧进刀"对开放轮廓段很重要;不勾选时刀具可能从内部直插,对薄壁区域产生过大冲击,建议对侧壁较脆弱的模型始终开启。
- "进刀点"选"按参考线"时,需在 PowerMILL 中先激活一条参考线作为进刀路径的起始参考;若参考线不存在,进刀点设置将失效,系统回退到默认起点。
- "轮廓拐角半径"的"2D/3D"样式选择对三维曲面影响明显:3D 样式在斜面上的圆弧过渡更贴合曲面,但计算量更大;对于接近竖直的侧壁,2D 样式通常已足够。
- 平坦面多重切削的"下切步距"与整体策略的下切步距是同一个值,修改一处另一处同步更新,确认参数时注意两处显示是否一致。
- 做高速加工时务必开启轮廓的圆弧拟合(轮廓拐角半径/光顺类参数):它杜绝刀具方向的突然改变,既保护刀具和机床,又能跑出更高、更平稳的进给。
- 使用非中心切削刀具(如某些可转位刀片刀、底刃不过中心的刀具)深加工小型腔时,开启「区域过滤」,避免刀底非切削部位撞上未清材料而崩刀;过滤门槛按「刀具直径 × 系数 + 刀具直径」计算(如 32R5 刀按直径 30、系数 0.7 得 30×0.7+30=51),系数越大删除越多,可视实际情况调整。
操作演示
以下是生成一条模型轮廓刀路的基本流程:
- 新建一条模型轮廓加工策略。
- 选好刀具,把下切步距设为需要的值(演示中设为 1),先关闭「切削次数」(只走单圈轮廓),其余参数按默认。
- 点击计算,即可在模型上得到沿各 Z 层截面的单圈轮廓刀路。
- 需要多圈、并对内圈做不同走刀或衔接时,再勾选「切削次数」填入圈数——此时「切削方向」「连接(偏置连接方式)」「光顺量」才会生效;如要在偏置圈之外再单独精修轮廓,勾选「最终余量」,总刀数即为切削次数加一圈。
- 模型上有平坦面(分型台阶、平底)需要清干净时,把「加工平坦面」设为「区域」或「层」,让系统在平面位置单独补刀。
- 用底刃不过中心的刀具深加工小型腔时,开启「区域过滤」以删除不安全的微小刀路段。
提示:单圈轮廓时,切削方向、连接、光顺量等多圈相关参数即便填写也不起作用,必须先勾选「切削次数」生成多圈后才有意义。
相关功能
机明窗体补充参数
以下条目来自策略窗体资源,补充上文尚未单独列出的控件文案。
| 参数 | 说明 |
|---|---|
| 径向次数 | XY方向切削次数 |
| 仅闭合区域 | 仅从闭合区域移去段,不勾则开放区域在值范围内也移除。 |
| 等高切面 | 产生等高切面 |
| 允许刀具在平面外 | 允许刀具移出平坦面之外 |
| 轮廓光顺 | 使用修圆(以刀具直径为单位) |
| 外部接近 | 增加从毛坯外进刀的移动。 |
| 平坦区域 | 选择平坦区域的加工方式(关or区域or层) |
| 平面次数 | 平面切削次数 |
| 重新应用毛坯 | 数值/选项,见界面。 |
| 残留轴向扩展 | 用于设置残留区域沿零件轮廓表面按该系数值进行扩展的大小。 |
| 标记参考 | 给首粗和二粗等参考刀路设置相同的标记,当首粗刀路勾上无刀路删除被删除了刀路之后,相同标记下的二粗刀路变成首粗自动关掉残留加工。 |
| 放大直径(TDU) | 扩大自动优化参考刀路刀具倍数 |
| 自动优化 | 自动产生一条参考刀路优化二粗/再粗刀路。 |
| 检测厚于 | 检测残留材料,只对厚于指定值的残留区域产生刀具路径。主要是为了过滤一些碎小刀具路径。 |
| 包含前面刀路 | 将前面所有的刀路自动产生一个残留模型作为参考。 |
| 轮廓方向 | 最终轮廓加工方向 |
| 修圆样式 | 选择拐角圆角拟合圆弧样式:二维到三维的刀具路径圆角的模型 |
| 进刀位置 | 调整下切进刀位置 |