刻字
刻字策略用于在模料工件平整区域铣刻标识信息——通常为专案名称或零件编号——以便在后续工序或现场核对时快速确认工件身份,避免混料出错。
与电极刻字共用同一参数界面,但模料场景下有以下关键差异:
- 无全自动刻字:模料刀路不支持全自动刻字,界面左侧默认显示"自动参考"。
- 圆形刻字(仅模料):额外提供将文字排列在圆弧轨迹上的刻字方式,适用于需要弧形排列标识的特殊场景。
- 附加内容简化:模料下仅有一组附加内容输入框,无精/中/粗公多组区分。
适用场景
- 需在模料平面区域铣刻编号、专案名或其他标识文字。
- 普通直线排列的文字信息(自动参考、手动定位)。
- 需要按圆弧路径排列的特殊标识(圆形刻字)。
- 同一专案含多个工件,需逐件分别刻字(多工件刻字)。
刻字方式概览
界面左侧提供四种刻字方式单选,切换后右侧参数区随之更新。
| 刻字方式 | 定位方式 | 适用对象 | 备注 |
|---|---|---|---|
| 自动参考 | 从九个预设参考位置中选一,软件自动生成 | 单工件 | 模料默认刻字方式;全自动刻字在模料不可用 |
| 手动定位 | 直接输入 XY 坐标指定刻字起始点 | 单工件 | 精确控制位置;可在模型窗口中拾取点 |
| 多工件刻字 | 逐件手动添加刻字参考线 | 多工件排布 | 须预先为每个工件生成参考线,方可计算刀路 |
| 圆形刻字 | 指定圆弧圆心 XY 坐标与圆弧直径 | 单工件(弧形排列) | 仅模料刀路提供;文字沿圆弧轨迹排列 |
预览位置按钮(产生刻字区域预览)适用于自动参考和手动定位;预览参考线按钮(产生此刻字内容的预览)适用于自动参考和手动定位;多工件刻字通过逐件"增加"参考线代替预览操作;圆形刻字不支持预览位置。
之所以分出这几种方式,是为了在不同工件布局下都能找到合适的刻字落点:单件常规标识用自动参考从预设方位里挑一个最省事;预设方位都不合适时,再用手动定位精确指定坐标;标识需弧形排列时用圆形刻字;整板/整条多件同专案加工时用多工件刻字逐件落位。
公共参数(自动参考、手动定位、多工件刻字共用)
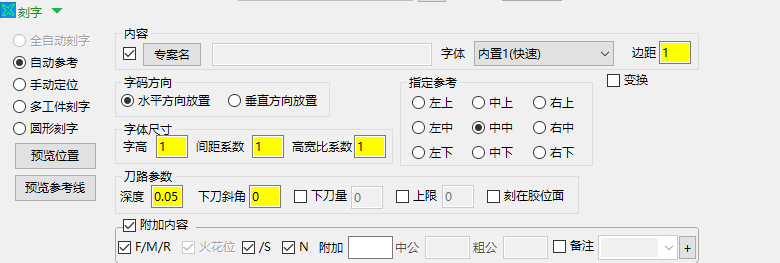
内容
| 参数 / 选项 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 勾选框(专案名) | 勾选时自动读取当前专案名作为刻字内容 | 默认勾选 | 取消后输入框变为可编辑状态 |
| 专案名(按钮) | 将当前专案名填入内容输入框,可在其中修改 | — | 取消勾选后用于手动确认或修改内容 |
| 内容输入框 | 刻字主体文字 | 读取自专案名 | 未勾选专案名时可自由输入 |
| 字体 | 选择刻字所用字库 | 见下表 | 字库影响刀路形状与速度 |
| 边距 | 刻字文字到工件最大外形边的距离 | 数值(mm) | — |
选字体的实质是在"速度"和"字形"之间取舍:纯直线的内置字体计算最快、刻字耗时最短,适合信息多、字号小的场合;带圆弧的字体字形更端正、更易辨认,但刀路更碎、计算更慢。中文需求按字库覆盖面选择,常用汉字一般都能刻出。
刻中文务必选对字体:要刻中文字时,字体须选"内置3(中文双线)"或"外置(字库中文)",前两种内置字体不支持任意汉字。外置字库覆盖模具行业常用汉字,缺字可自行向字体文件夹添加。
字体选项:
| 选项 | 特点 |
|---|---|
| 内置1(快速) | 全直线刀路,无圆弧,计算速度最快 |
| 内置2(美观中文) | 采用圆弧插补,字形更美观 |
| 内置3(中文双线) | 可生成任意汉字,速度快 |
| 外置(字库中文) | 读取安装目录字体文件夹中的单线中文字库,覆盖模具行业常用汉字;缺字可自行添加 |
附加内容
模料场景下附加内容仅有一组输入框(无精/中/粗公多组区分)。
| 参数 / 选项 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 附加内容(勾选框) | 启用附加内容区域 | 默认勾选 | 取消勾选则不追加任何附加文字 |
| 附加 | 勾选后在专案名后附加指定标识 | 勾选/不勾 | 模料场景下用于在专案名之后追加额外标识文字 |
| /S | 在附加内容末尾追加 /S 标记 |
勾选/不勾 | — |
| 附加内容输入框 | 手动输入要追加的文字内容 | 文字 | 勾选"附加"后用于填写要追加的标识 |
| 备注(可选) | 为刀路添加备注信息,可输出到程序单 | 勾选并输入文字 | 下拉列表支持选择已有备注项 |
模料刻字"附加内容"中的这个勾选框标签是"附加",勾选后会在专案名之后附加你指定的标识。
字体尺寸
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 间距系数 | 调整字符之间的间距;默认 1 为正常间距,大于 1 间距加大,小于 1 更紧凑 | 数值;默认 1 | — |
| 高宽比系数 | 调整字体宽度比例;默认 1 为正常比例 | 数值;默认 1 | — |
| 字高 | 字体的实际高度(mm),直接控制文字大小 | 数值(mm) | 自动参考和手动定位均使用此参数直接指定字高 |
刀路参数
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 深度 | 刻字铣削深度 | 数值(mm) | — |
| 下刀斜角 | 刻字下刀时的斜向进刀角度;设为 0 则垂直下刀,不产生斜向进刀 | 数值(°) | — |
| 下刀量(分层) | 启用分层刻字时,每层的下切步距 | 勾选并输入数值(mm) | 不勾选则单层直接铣至目标深度 |
| 上限 | 刀具路径可提到驱动曲线之上的最大距离 | 勾选并输入数值(mm) | 控制抬刀高度 |
| 深度加深 | 勾选后在基础刻字深度上再叠加附加量 | 勾选/不勾 | — |
变换
| 选项 | 说明 |
|---|---|
| 沿 X 轴镜像 | 将刻字内容沿 X 轴方向镜像翻转 |
| 沿 Y 轴镜像 | 将刻字内容沿 Y 轴方向镜像翻转 |
| 旋转 180° | 将刻字内容旋转 180° |
"变换"是一个带勾选的分组,取消它的总勾选后,下面的沿 X 轴镜像、沿 Y 轴镜像、旋转 180° 三项会一起收起隐藏。
字码方向(自动参考、手动定位)
| 选项 | 说明 |
|---|---|
| 水平 | 文字沿 X 轴方向(水平)排列 |
| 垂直 | 文字沿 Y 轴方向(垂直)排列 |
各刻字方式专属参数
自动参考
自动参考按照指定的参考位置和字高自动生成刻字刀路,适合大多数单工件刻字需求。
专属参数:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 字高 | 直接设定字体高度 | 数值(mm) | 直接控制大小,区别于全自动刻字的"最大字高"上限 |
| 分行刻字规则 | 当刻字内容包含模号、专案名和后缀时,控制如何分行排列 | 单行 / 模号单独行 / 后缀单独行 / 模号和后缀单独行 | — |
| 参考位置 | 从九种预设位置(左上 / 中上 / 右上 / 左中 / 中中 / 右中 / 左下 / 中下 / 右下)中选择刻字参考锚点 | 九选一 | 结合字码方向形成多种组合 |
| 指定区域(可选) | 通过在模型窗口手动绘制边界来限定刻字可用区域 | — | 配合"清除区域"按钮重置 |
| 仅参考已选 | 勾选后只在选中的面上确定参考定位;不勾则以整个模型确定参考定位 | 勾选/不勾 | 配合参考位置使用 |
"自动参考"里的"指定区域"会弹出与电极版相同的画区域窗口,模料下的绘制与重置操作与电极一致。
关于"仅参考已选":勾上时软件只以你选中的面作为参考来确定刻字位置;不勾则按整个模型来确定参考定位。当只想把字刻在某一块平面上时,先选中那块面再勾上此项即可。
多工件刻字时,单击"增加"前先在模型窗口中选中目标工件的刻字平面,软件即按所选曲面范围确定该工件参考线的位置——这与旧版"仅参考已选/指定参考"思路一致:以已选曲面为参考,逐件选面、增加。
手动定位
手动定位直接在工件上指定精确的 XY 坐标点作为刻字起始基准点,其余参数与自动参考基本相同。
专属参数:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| X 坐标 | 刻字基准点在 X 轴方向的坐标值 | 数值(mm) | 可直接输入,也可通过"点取"按钮在模型窗口拾取 |
| Y 坐标 | 刻字基准点在 Y 轴方向的坐标值 | 数值(mm) | 同上 |
| 点取(按钮) | 进入模型显示窗口,通过单击工件上的点来确定 XY 坐标 | — | — |
基准点与字码的相对关系:
- 字码方向为水平时:基准点位于字码的左中间。
- 字码方向为垂直时:基准点位于字码的下中间。
多工件刻字
多工件刻字适用于同一专案中含有多个工件的情形,须在计算前为每个工件分别添加刻字参考线。
当整板或整条上的多个工件放在同一专案中一起加工时,用多工件刻字可以一次性为这一批工件各自配好刻字内容与位置,再统一出刀路,省去逐件单独编程。其代价是参考线要手动逐件添加(结合"平移""旋转"调整到位),因此一般只在批量排版时才使用;单工件刻字仍优先用自动参考。
专属参数与操作:
| 参数 / 操作 | 说明 | 备注 |
|---|---|---|
| 定位方式 | 手动定位或自动参考,两种方式二选一,决定每条参考线如何放置 | — |
| 增加(按钮) | 在选中某个工件的目标平面后,单击为该工件生成刻字参考线 | 须为专案中每个工件逐一操作 |
| 重写(按钮) | 清除所有已生成的参考线并重新开始;若已存在刻字刀路则同时删除 | 操作不可撤销,请确认后再使用 |
| 平移 | 输入数值后,分别单击 X / Y / Z 按钮将参考线沿对应轴移动 | 默认对所有参考线生效;可先选中单条后再平移 |
| 旋转 | 沿 Z 轴旋转刻字参考线 | 默认对所有参考线生效;可先选中单条后再旋转 |
单击"增加"前,必须先在模型窗口中选中目标工件那个平整的刻字面,然后再单击"增加",软件才会为该工件生成刻字参考线;未选面时无法增加。
圆形刻字
圆形刻字是模料刻字独有的方式,文字沿指定圆弧轨迹排列。适用于标识布局有弧形需求的特殊场景。
内容区:
| 参数 / 选项 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 勾选框(专案名) | 勾选时自动读取专案名作为刻字内容 | 默认勾选 | — |
| 专案名(按钮) | 将专案名填入内容输入框 | — | — |
| 内容输入框 | 刻字文字内容 | 读取自专案名 | — |
| 边距 | 文字与工件最大外形之间的距离 | 数值(mm) | — |
字体尺寸区(圆形刻字专属标签):
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 字体间距 | 调整字符之间的间距 | 数值;默认 1 | 对应其他方式的"间距系数" |
| 文字尺寸 | 字体高宽比系数 | 数值;默认 1 | 对应其他方式的"高宽比系数";圆形刻字界面的字高由手动定位圆弧决定 |
刀路参数区:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 深度 | 刻字铣削深度 | 数值(mm) | — |
| 下刀斜角 | 斜向进刀角度;设为 0 则垂直下刀 | 数值(°) | — |
| 下刀量(分层) | 启用分层时,每层下切步距 | 勾选并输入数值(mm) | — |
| 上限 | 刀具路径可提到驱动曲线之上的最大距离 | 勾选并输入数值(mm) | — |
刻字方位:
圆形刻字通过四个方位单选控制文字沿圆弧的起始方向。
| 选项 | 含义 |
|---|---|
| 正 X 方向 | 文字以 X 轴正方向为起始方位排布 |
| 正 Y 方向 | 文字以 Y 轴正方向为起始方位排布 |
| 负 X 方向 | 文字以 X 轴负方向为起始方位排布 |
| 负 Y 方向 | 文字以 Y 轴负方向为起始方位排布 |
圆形刻字"刻字方位"四个选项为"正 X 方向 / 正 Y 方向 / 负 X 方向 / 负 Y 方向",文字以对应坐标轴方向为起始方位沿圆弧排布。
刻字旋转角度:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 刻字旋转角度 | 勾选后在刻字方位基础上额外旋转指定角度 | 勾选并输入数值(°) | 常用于微调文字在圆弧上的起始位置 |
手动定位(圆弧参数):
圆形刻字的圆弧由圆心坐标和直径共同确定。
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 刻字中心点 X | 圆弧参考线圆心的 X 坐标 | 数值(mm) | — |
| 刻字中心点 Y | 圆弧参考线圆心的 Y 坐标 | 数值(mm) | — |
| 刻字圆弧直径 | 文字排列所在圆弧的直径 | 数值(mm) | 直径越大,圆弧曲率越小,文字排列越趋近于直线 |
与"手动定位"刻字方式不同,圆形刻字的"手动定位"区域只有刻字中心点 X、刻字中心点 Y、刻字圆弧直径三个输入框,没有在模型中拾取圆心的"点取"按钮,圆心坐标需直接手动输入。
预览功能
| 按钮 | 说明 | 适用刻字方式 |
|---|---|---|
| 预览位置 | 在模型窗口中以参考线形式显示刻字区域范围,帮助判断位置是否合适 | 自动参考、手动定位 |
| 预览参考线 | 生成刻字内容的参考线(实际刀路路径的预览),计算更详细 | 自动参考、手动定位 |
多工件刻字须预先为每个工件逐一执行"增加"操作生成参考线,不支持直接使用预览位置或预览参考线。圆形刻字不支持预览位置按钮。
操作步骤
单工件(以自动参考为例):
- 在加工策略列表中选择"刻字"并加载,右侧显示刻字参数界面,左侧默认选中"自动参考"。
- 选择刻字刀具(未选刀具则保存时软件弹出警告)。
- 确认"内容"区域已勾选专案名,检查字体和边距设置。
- 根据需要设置附加内容。
- 在字体尺寸区设置字高、间距系数和高宽比系数。
- 在参考位置区选择九选一的预设位置,选择字码方向(水平或垂直)。
- 在刀路参数区设置深度、下刀斜角及分层步距。
- 如需预览,单击"预览位置"查看刻字区域,或单击"预览参考线"查看参考线。
- 确认无误后,单击"计算当前"生成刻字刀路。
圆形刻字:
- 加载刻字策略,在左侧选择"圆形刻字"。
- 设置内容、字体尺寸、刻字方位、刻字旋转角度和刀路参数。
- 在"手动定位"区填入圆弧圆心的 X、Y 坐标和圆弧直径。
- 单击"计算当前"生成刀路。
多工件刻字:
- 加载刻字策略,选择"多工件刻字"。
- 选择定位方式(自动参考或手动定位),配置字体、附加内容等公共参数。
- 在模型显示窗口中选中第一个工件的目标平面,单击"增加"按钮生成该工件的刻字参考线。
- 重复步骤 3,为所有工件逐一添加参考线。
- 如位置不理想,使用"平移"和"旋转"功能微调。
- 所有参考线添加完毕后,单击"计算当前"生成刀路。
操作演示(官方多工件刻字示例)
以下是官方教程中刻一组中文标识、逐件落位的完整流程,供照做参考:
- 在加工策略中添加一条"刻字",选择"多工件刻字"。
- 在内容输入框手动输入要刻的专案名/标识文字。因为要刻中文,字体选"内置3"或"外置"——本例选"外置"。
- 设置字体高度为 3(mm)。
- 关闭"分别产生进出刀"和"附加内容"(本例不需要进出刀分段与附加文字)。
- 选择定位方式为"自动参考",参考位置选"左下"。
- 关闭"仅参考已选"(本例以整个模型确定参考定位)。
- 在模型窗口中选中目标工件的平面,单击"增加"为该工件生成刻字参考线。
- 还要继续刻其他工件时,按同样方法重复选面、单击"增加"逐件添加。
- 全部添加完毕后单击"计算"生成刻字刀路。
- 若字大小不合适,可通过"字高""间距系数""高宽比系数"三个参数继续调整。
提示:本例用手动输入文字而非读取专案名,是因为要刻指定的中文标识;想直接刻专案名时勾选"专案名"即可自动读取。
提示与常见坑
- 模料刻字无全自动选项:模料刀路界面中"全自动刻字"不可用,默认从"自动参考"开始选择。
- 刻字刀具未选时无法保存:若未指定刀具,保存时软件弹出警告"刻字刀路没有选择刀具",须返回指定刀具后重新保存。
- 多工件刻字必须预先添加参考线:未添加参考线就直接计算,软件将无法生成刀路。
- "重写"会同时删除已有刻字刀路:在多工件刻字中单击"重写"前,确认当前刀路是否需要保留,否则需重新计算。
- 字体文件夹可扩展:使用"外置(字库中文)"字体时,若缺少特定汉字,可将自定义字体文件放入安装目录的字体文件夹,软件即可识别。
- 圆形刻字圆弧直径决定弧度:直径设置过小时文字弯曲明显,直径较大时趋近直线排列,需根据标识位置尺寸合理选择。
- 变换选项需与字码方向配合使用:若刻字方向或镜像效果不符合预期,优先检查变换区域的镜像和旋转设置,再调整字码方向。