刻字
刻字是电极策略文件夹中的最后一项工序,用于在电极基准台的空白平面区域铣刻电极信息——通常包括模具编号、电极名称和火花位后缀——以便在放电加工时快速核对电极身份,避免混料出错。
一个典型的刻字结果如:48-A2-0.07,其中 48-A2 是电极名称,-0.07 是精公火花位。
刻字工序在电极策略中处于最后一步:上游的开粗、基准、光刀已经把电极几何加工到位,刻字只在留出的空白平面上浅铣出文字,不影响电极成型部分。每个电极仅能添加一次刻字刀路,因此一条刻字刀路里要把这件电极需要的全部信息(名称、后缀、火花位等)一次配置完整。
适用场景
- 单件电极加工(首选全自动刻字,其次自动参考或手动定位)。
- 排条或排版电极加工(须使用多工件刻字,逐件预先添加参考线)。
- 同一专案同时输出精公、中公、粗公程序时,需在电极信息中附加 F / M / R 或对应火花位以区分。
刻字类型概览
刻字界面左侧提供四种类型的单选按钮,选择后右侧切换对应参数区域。
| 刻字类型 | 适用对象 | 定位方式 | 自动化程度 |
|---|---|---|---|
| 全自动刻字 | 单件电极 | 软件全自动分析并选择最佳位置 | 最高;无需手动设参即可生成 |
| 自动参考 | 单件电极 | 从九种预设参考位置中选一,软件自动生成 | 较高;需指定参考位置 |
| 手动定位 | 单件电极 | 直接输入基准面上某点的 XY 坐标 | 灵活;适合前两种效果不理想时 |
| 多工件刻字 | 排条 / 排版电极 | 逐件手动添加刻字参考线,可平移和旋转 | 灵活;需预先完成参考线操作 |
实际编程优先等级:全自动刻字 > 自动参考 > 手动定位 > 多工件刻字。全自动刻字能满足大多数单件电极的需求。
之所以分出这几种类型,是为了在不同电极形态下都能找到合适的刻字落点:电极头较小、基准台空白较大时,全自动刻字最省事;电极头偏大、自动选位不理想时,用自动参考从预设方位里挑一个;预设方位都不合适时,再用手动定位精确指定坐标。
公共参数(四种类型均有)
以下参数在多工件刻字页面中最为完整,其余三种类型共用其中绝大部分。
内容
"内容"区域控制刻字的主体文字,通常对应电极名称。
| 参数 / 选项 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 勾选框(紧邻内容输入框) | 勾选时自动读取当前专案名称作为刻字内容 | 默认勾选 | 取消勾选后输入框变为可编辑状态 |
| 专案名(按钮) | 单击后将当前专案名称填入内容输入框,可在其中修改或替换为其他文字 | — | 用于取消勾选后手动确认或修改内容 |
| 内容输入框 | 刻字的主体文字内容 | 读取自专案名 | 未勾选专案名时可自由输入 |
| 字体 | 选择刻字所用字库 | 见下表 | 字库影响刀路形状与速度 |
| 边距 | 电极信息文字与基准台侧边之间的距离 | 数值(mm) | — |
字体选项:
| 选项 | 特点 |
|---|---|
| 内置1(快速) | 全部直线刀路,无圆弧,计算速度最快 |
| 内置2(美观中文) | 采用圆弧插补,字形更美观 |
| 内置3(中文双线) | 可生成任意汉字,速度快 |
| 外置(字库中文) | 读取安装目录下字体文件夹中的单线中文字库,覆盖模具行业常用汉字;缺少的字符可自行添加到字体文件夹 |
选字体的实质是在"速度"和"字形"之间取舍:纯直线的内置字体计算最快、刻字耗时最短,适合信息多、字号小的批量电极;带圆弧的字体字形更端正、放电后更易辨认,但刀路更碎、计算更慢。中文需求按字库覆盖面选择,常用汉字一般都能刻出。
附加内容
"附加内容"与"内容"组合,共同构成完整的电极信息(如 电极名称 + 火花位 或 电极名称 + F/M/R)。
| 参数 / 选项 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| F/M/R | 同时加工精公、中公、粗公时,分别在各自电极名称后附加后缀 F / M / R | 勾选/不勾 | — |
| 火花位 | 将当前电极的火花位数值附加为后缀 | 勾选/不勾 | 取消勾选后输入框自动显示火花位数值,可手动修改或输入其他附加内容 |
| /S | 在附加内容末尾追加 /S 标记 |
勾选/不勾 | — |
| 精公输入框 / 中公输入框 / 粗公输入框 | 分别为精公、中公、粗公指定各自的附加内容文字 | 文字 | 当"附加火花位"未勾选时可手动输入;火花位勾选后这三个框禁用 |
字体尺寸
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 间距系数 | 调整字符之间的间距;默认 1 为正常间距,2 表示间距加倍,小于 1 时字符更紧凑 | 数值;默认 1 | — |
| 高宽比系数 | 调整字体宽度;默认 1 为正常比例 | 数值;默认 1 | — |
| 字高 | 字体的实际高度,单位毫米,是控制字体大小最直接的参数 | 数值(mm) | 在全自动刻字中对应"最大字高",见下节 |
刀路参数
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 深度 | 刻字铣削深度 | 数值(mm) | — |
| 斜向角度 | 刻字下刀时的斜向进刀角度 | 数值(°) | — |
| 分层步距(多层切削) | 启用多层刻字时,每层的下切步距 | 勾选并输入数值(mm) | 不勾选则单层一次铣至深度 |
| 刻在胶位面 | 勾选后,刻字深度会在基础深度上再叠加电极的火花位值 | 勾选/不勾 | 适用于刻字刻在电极胶位(成型)面、需经放电复制到工件的情形:电极本身按火花位缩小,为使工件上的刻字达到设定深度,须把火花位补加到电极的刻字深度上。刻在基准台等不参与放电的区域时无需勾选。 |
字码方向
控制电极信息文字的排列方向(全自动刻字自动确定方向,以下选项对其余三种类型有效)。
| 选项 | 说明 |
|---|---|
| 水平 | 文字沿 X 轴方向(水平)排列 |
| 垂直 | 文字沿 Y 轴方向(垂直)排列 |
各刻字类型专属参数
全自动刻字
全自动刻字是自动化程度最高的类型,软件自动分析基准台空白区域的大小,选择最合适的位置,并自动调整字体大小,通常无需额外设参即可得到理想结果。
专属参数:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 最大字高 | 软件会选用尽量大的字体,但字高不超过此值 | 数值(mm) | 区别于直接"字高"——全自动刻字中字高由软件自动决定,此处仅限定上限 |
| 刀柄避空 | 刻字加工时,刀柄中心与工件侧壁之间所需的最小安全距离;等于刀柄半径加上安全间隙 | 数值(mm) | 此值须大于刀柄半径;软件用此值排除刀柄碰壁区域,缩减可用刻字范围 |
| 避让角落 | 在基准台四个角各预留一段不刻字,防止字符被切断 | 勾选并输入距离值(mm) | — |
| 分行刻字规则 | 当刻字内容包含模号、专案名和后缀时,控制如何分行排列 | 单行 / 模号单独行 / 后缀单独行 / 模号和后缀单独行 | "模号和后缀单独行"时,电极三个侧边分别显示模号、专案名、后缀 |
刻字区域规则(全自动刻字):
- 软件可用区域为基准台上的空白平面区域。
- 电极头部分按最大外形生成虚拟毛坯体,参与自动碰撞检测,避免刻字落在电极头覆盖范围内。
- 若基准台空白区域过小,不足以满足全自动刻字要求,建议改用"自动参考"类型。
自动参考
自动参考允许手动指定参考位置,由软件自动生成该位置的刻字刀路。适合全自动刻字无法满足要求时使用。
专属参数:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| 字高 | 直接设定字体高度,不受"最大字高"限制 | 数值(mm) | 区别于全自动刻字的"最大字高"——此处直接控制大小 |
| 参考位置 | 从九种预设位置(左上 / 中上 / 右上 / 左中 / 中中 / 右中 / 左下 / 中下 / 右下)中选择刻字区域的参考锚点 | 九选一 | 结合字码方向可形成 18 种组合,根据实际效果选择最合适的一个 |
手动定位
手动定位直接在基准台上指定一个精确的 XY 坐标点作为刻字基准点,其余参数与自动参考完全相同。
专属参数:
| 参数 | 说明 | 取值 / 默认 | 备注 |
|---|---|---|---|
| X 坐标 | 刻字基准点在 X 轴方向的坐标值 | 数值(mm) | 可直接输入,也可通过"点取"按钮在模型窗口中拾取 |
| Y 坐标 | 刻字基准点在 Y 轴方向的坐标值 | 数值(mm) | 同上 |
| 点取(按钮) | 进入模型显示窗口,通过单击基准台上的点来确定 XY 坐标 | — | — |
基准点与字码的相对关系:
- 字码方向为水平时:基准点位于字码的左中间。
- 字码方向为垂直时:基准点位于字码的下中间。
多工件刻字
多工件刻字专为排条或排版电极设计,须预先为每个电极分别添加刻字参考线,再统一计算生成刀路。参数最为灵活,涵盖了前三种类型的大多数参数。
当整板或整条上的多个工件放在同一专案中一起加工时,用多工件刻字可以一次性为这一批电极各自配好刻字内容与位置,再统一出刀路,省去逐件单独编程。其代价是参考线要手动逐件添加(结合"指定刻字区域""平移""旋转"调整到位),因此一般只在批量排版时才使用;单件电极仍优先用全自动刻字。
专属参数与操作:
| 参数 / 操作 | 说明 | 备注 |
|---|---|---|
| 定位方式 | 手动定位或自动参考,两种方式二选一,决定每条参考线如何放置 | — |
| 仅参考已选 | 勾选(默认)时,软件仅在已选曲面范围内确定参考位置;取消勾选后以整个专案模型为参考 | 多个电极布局时,取消勾选可能导致参考线落在意外位置,建议保持默认勾选 |
| 分别产生精中粗公 | 勾选(默认)时,增加内容操作会自动为精、中、粗公同时生成各自的参考线并附加对应内容 | 使用"附加精/中/粗公内容"功能时,必须先取消勾选此项 |
| 附加精公内容 / 附加中公内容 / 附加粗公内容 | 三者互斥,选择其一后指定当前要附加内容的是哪类电极 | 需取消勾选"分别产生精中粗公"后方可使用 |
| 指定刻字区域(按钮) | 在模型窗口中手动框选一个或多个工件允许刻字的区域,软件只在该区域内放置参考线 | 用于排版电极上希望集中刻在某几件、或避开某些位置时 |
| 清除区域(按钮) | 清除前面手动指定的刻字区域,恢复为按整体范围定位 | 与"指定刻字区域"配合,便于重新框选 |
| 增加(按钮) | 在选中某个电极的基准面后,单击此按钮为该电极生成刻字参考线 | 须为专案中每个电极逐一操作;若未添加参考线则无法计算刀路 |
| 重写(按钮) | 清除所有已生成的参考线并重新开始;若已存在刻字刀路,同时删除刀路 | — |
| 平移 | 输入数值后,分别单击 X / Y / Z 按钮将刻字参考线沿对应轴方向移动;正值沿正方向,负值沿负方向 | 默认对所有参考线生效;如需仅移动单条,先选中该参考线再操作 |
| 旋转 | 沿 Z 轴中心旋转刻字参考线;常与平移配合使用 | 默认对所有参考线生效;可先选中单条再旋转 |
在"仅参考已选"保持勾选(默认)时,单击"增加"前必须先在模型窗口中选中目标电极的基准面曲面——软件按所选曲面的范围确定该电极刻字参考线的位置;逐个电极依次选面、增加即可。若取消"仅参考已选",则改以整个专案模型为参考来定位,不再强制先选曲面(但多电极布局时参考线可能落在意外位置,故一般保持勾选)。
预览功能
刻字界面左侧提供两个预览按钮,在计算刀路之前即可观察效果。
| 按钮 | 说明 | 适用类型 |
|---|---|---|
| 预览位置 | 在模型窗口中以参考线形式显示刻字区域范围,帮助判断位置是否合适 | 全自动刻字、自动参考、手动定位 |
| 预览参考线 | 生成刻字内容的参考线(实际刀路路径的预览),计算更详细 | 全自动刻字、自动参考、手动定位;多工件刻字通过"增加"按钮代替 |
在计算最终刀路时,全自动刻字、自动参考和手动定位三种类型均会自动生成刻字参考线。多工件刻字须手动提前完成参考线,否则无法计算刀路。
操作步骤
单件电极(以全自动刻字为例):
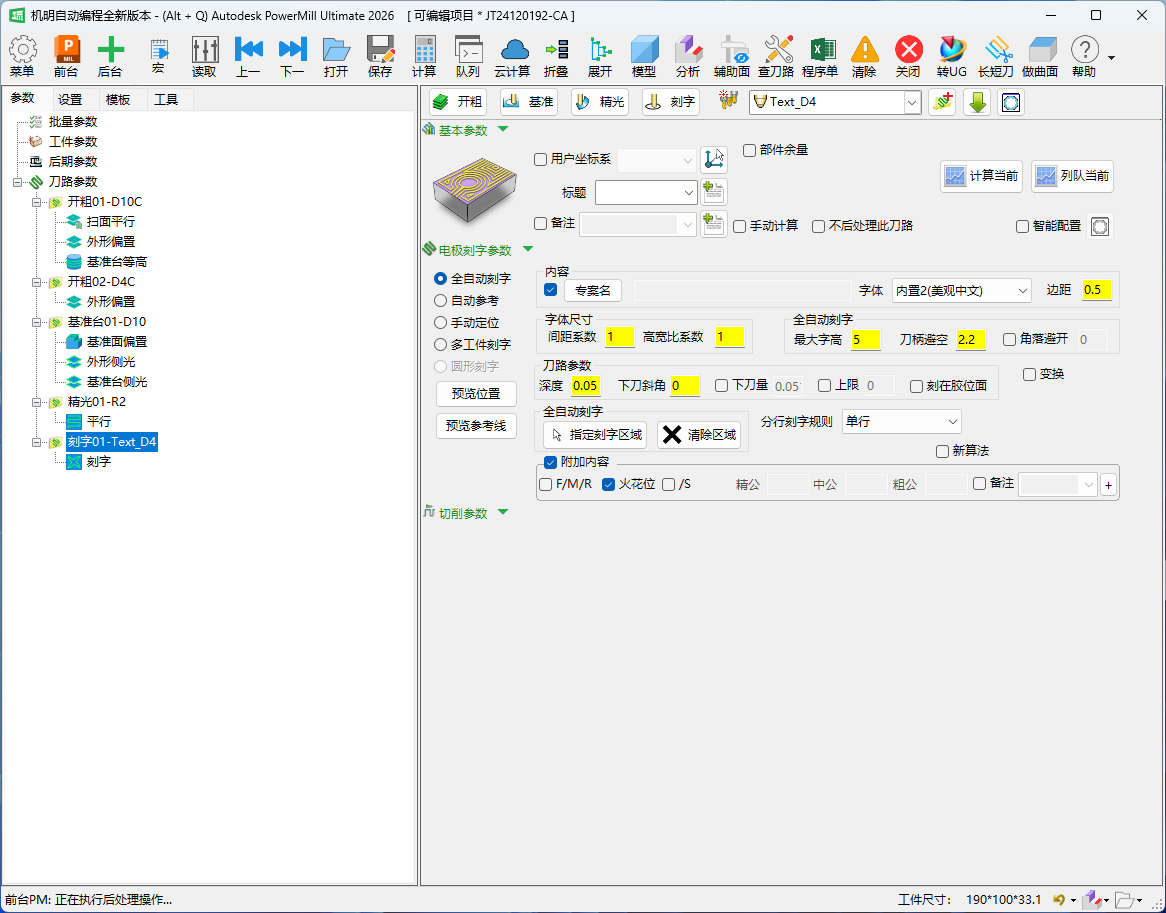
- 在节点工具栏选择"刻字"并加载,刀路参数列表中出现"刻字"文件夹,右侧显示刻字参数界面。
- 选择刻字刀具(若未选择,保存时软件会弹出警告)。
- 在左侧类型选项中选择"全自动刻字"。
- 确认"内容"区域勾选专案名,检查字体和边距设置。
- 按需设置附加内容(如勾选"火花位"附加当前电极的放电数)。
- 在"字体尺寸"中确认间距系数和高宽比系数,并设置最大字高限值。
- 设置刀柄避空值(须大于所用刀具的刀柄半径)。
- 如需预览,单击"预览位置"查看刻字区域,或单击"预览参考线"查看参考线位置。
- 确认无误后,单击"计算当前"生成刻字刀路。
排条 / 排版电极(多工件刻字):
- 加载刻字策略,选择"多工件刻字"。
- 选择定位方式(自动参考或手动定位)并配置字体、附加内容等公共参数。
- 在模型显示窗口中选中第一个电极的基准面,单击"增加"按钮生成该电极的刻字参考线。
- 重复步骤 3,为所有电极逐一添加参考线。
- 如参考线位置不理想,使用"平移"和"旋转"功能进行微调。
- 确认所有参考线都已添加后,单击"计算当前"生成刀路。
提示与常见坑
- 全自动刻字区域不足时:若电极头体积较大,虚拟毛坯体遮盖了大部分基准台,绿色可刻字区域剩余过小,则全自动刻字无法定位。此时应切换至"自动参考",手动指定位置。
- 刀柄避空值须大于刀柄半径:值等于或小于刀柄半径时刀柄会贴触侧壁,属于不安全状态。典型设置为刀柄半径加 0.5 ~ 1 mm 安全间隙。
- 多工件刻字必须预先生成参考线:未添加参考线就直接计算,软件将无法生成刀路。
- "分别产生精中粗公"与"附加精/中/粗公内容"互斥:若希望单独为中公或粗公附加不同内容,必须先取消勾选"分别产生精中粗公",再选择对应的附加选项,否则两者冲突导致内容错误。
- 刻字刀具未选时无法保存:若未指定刀具,软件弹出警告"刻字刀路没有选择刀具",须返回指定刀具后重新保存。
- 字体文件夹可扩展:使用"外置(字库中文)"字体时,若缺少特定汉字,可将自定义字体文件放入安装目录的字体文件夹中,软件即可识别。
- "重写"会同时删除已有刻字刀路:在多工件刻字中单击"重写"按钮前,确认当前刀路是否需要保留,否则需重新计算。