基本参数
基本参数标签页在电极刀路的所有策略文件夹中共用:无论是开粗、基准、光刀、刻字还是其他策略,打开某个文件夹或其下任意策略条目后,界面上都会看到"基本参数"这一行,其内容和布局完全一致。该标签页集中了与刀路生成及管理相关的全局控制选项,通常只需在第一次设置时配置一次,后续编程中极少需要修改。
可以这样理解这一页的定位:开粗、基准、光刀等标签管的是"用什么刀、走什么策略、留多少余量"这类与加工本身相关的参数,而基本参数管的是"这条程序用哪个坐标系、叫什么名字、要不要现在算、要不要出 NC"这类与程序管理相关的事务性设置。它不直接决定刀路形状,但决定刀路如何被命名、计算、分组和后处理,因此每次新建专案时先把它过一遍,后面就基本不用再碰。

主页面基本参数
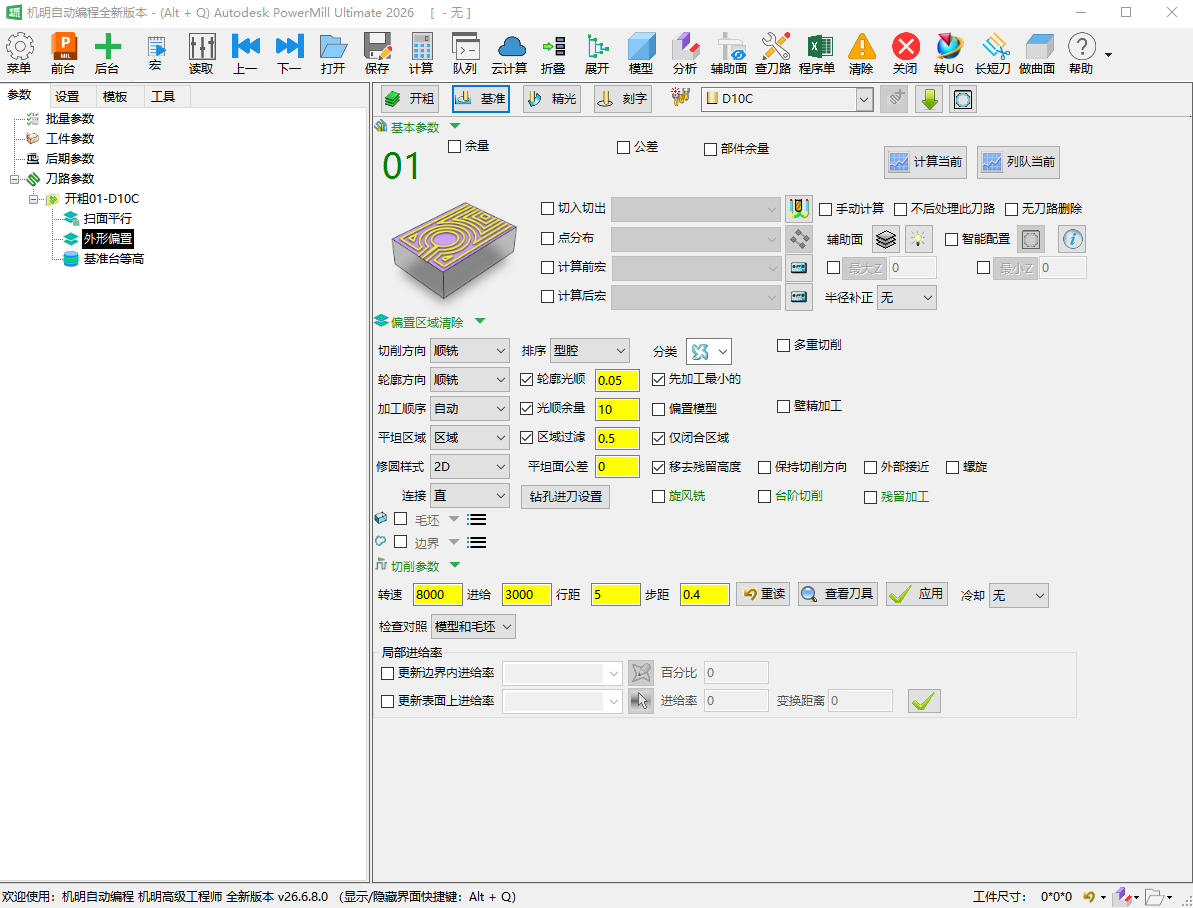
主页面指点击策略文件夹(如"开粗01")时右侧显示的页面,其基本参数包含以下内容。
主页面的这些选项作用于整个文件夹:用户坐标系决定全专案的编程基准,备注会写进程序单,"手动计算/不后处理"决定整组刀路是否立即计算、是否参与出程序,"计算当前/列队当前"则是两种触发计算的方式——前者立即在前台算完,后者丢到后台排队、算的同时不耽误你继续操作。
参数表
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 用户坐标系 | 为当前专案(项目)指定编程所用的坐标系。不勾选时,使用软件(PowerMill,以下简称 PM)中当前已激活的用户坐标系;若 PM 中没有激活的坐标系,则退回到世界坐标系。勾选但不选任何坐标系,表示强制使用世界坐标系。勾选并在下拉列表中选择坐标系后,专案将使用指定坐标系编程。 | 勾选/不勾;下拉选择坐标系 | 在任意策略文件夹中修改坐标系后,当前专案的所有策略文件夹自动同步。右侧图标按钮可在 PM 中激活所选坐标系(左键激活,右键获取 PM 当前激活坐标系)。 |
| 标题 | 为当前策略文件夹设置标题名称,可在下拉列表中选择或直接输入。 | 下拉选择或手动输入 | 标题内容保存在策略模板的配置文件中,可通过右侧图标按钮将当前标题写入配置文件,以便日后复用。 |
| 备注 | 为当前文件夹下的程序添加备注说明,可在下拉列表中选择已有备注,也可直接输入。 | 下拉选择或手动输入 | 多个文件夹合并为一条 NC 程序时,应在第一个文件夹设置备注。备注信息需在计算刀路前设置完毕,程序单中将显示在对应备注栏。备注选项列表从当前策略模板文件夹下的配置文件读取,如需新增备注项,可在该文件中手动添加。右侧图标按钮支持对已计算的刀路新增或修改备注。 |
| 手动计算 | 勾选后,该文件夹在 PM 刀路列表中仅显示策略而不自动计算刀路,需要时手动触发计算。 | 勾选/不勾(默认不勾) | 适用于参数尚未调整好、暂不希望立即计算的情况。 |
| 不后处理此刀路 | 勾选后,该文件夹内所有策略的刀路计算完成后,将被单独放置在 PM 刀路列表中名为"参考刀路"的文件夹内,不参与后期处理(不生成 NC 程序)。 | 勾选/不勾(默认不勾) | 适用于需要以某条刀路作为参考基准但不实际出程序的场景,例如定义残留参考刀路。 |
| 部件余量 | 为当前文件夹下所有策略指定局部余量。勾选启用后可输入数值;还可勾选"后面刀路继承",使当前文件夹之后的刀路自动沿用相同余量。 | 勾选后输入数值(mm);可选"后面刀路继承" | 启用部件余量可能导致软件的多火花位、R 面预留等自动余量设置失效,请确认与实际工艺需求一致再启用。右键点击部件余量区域,可选择"清除部件余量设置"或"打开配置界面"。 |
| 计算当前 | 立即计算当前文件夹下的所有策略刀路;其他文件夹的策略不受影响。 | 按钮操作 | — |
| 列队当前 | 将当前文件夹的所有策略提交到后台队列计算;计算过程中不影响前台操作,适合一次提交多个文件夹批量出刀路。 | 按钮操作 | — |
| 智能配置 | 一个勾选项,新建时默认不勾。勾选后需配合智能参数模板,软件才会按模板里预设的规则自动调整相应参数。 | 勾选/不勾(默认不勾) | 仅勾选还不够,必须同时准备好智能参数模板,自动调整才会生效。 |
子页面基本参数
子页面指点击策略文件夹下某条具体刀路后右侧显示的页面,其基本参数在主页面基础上,额外提供以下针对单条刀路的精细控制。
需要强调的是,子页面里的"余量与公差""切入切出""点分布"这几项,绝大多数情况下都不需要去动它。软件已经针对每种策略的特点,在系统内部预设好了合适的余量、切入切出和点分布方案,足以满足绝大部分电极编程的要求。只有在某条刀路确实需要与同组其他刀路区别对待(比如单独留不同余量、换一种进退刀方式)的特殊场合,才有必要在这里做单条刀路级别的微调。如果本厂有固定的工艺习惯,也可以在子策略中统一修改完善,使其符合本厂标准。
参数表
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 余量与公差 | 为当前单条刀路单独设置余量(径向余量 / 轴向余量)和加工公差,覆盖策略文件夹级别的公共余量。 | 勾选启用后分别输入径向余量(默认 0.2 mm)、轴向余量(默认 0.18 mm)及公差值 | 通常情况下无需单独设置,保持默认即可;仅在某条刀路需要与其他刀路使用不同余量时才启用。 |
| 切入切出 | 为当前单条刀路选择切入切出(进退刀)方式。软件已按策略特点在内部预设了合适的切入切出,绝大多数情况下无需更改;特殊需求时可在下拉列表中选择其他方式。 | 下拉选择;软件默认 | 若该刀路已计算完成,在下拉列表选好方式后,单击右侧末尾的切入切出图标按钮即可把所选方式直接应用到刀路上、立即看到效果,无需重新计算。如果需要的方式在列表中没有,可参考自定义切入切出的录制方法。 |
| 点分布 | 控制刀路刀位点的采样和分布方式。软件已按策略特点预设,通常不需修改;如有需要,可在下拉列表中选择或自定义。 | 下拉选择;软件默认 | 点分布应用按钮需要在刀路处于"编辑"或"未计算"状态下才能生效,应用后重新计算刀路即可。 |
| 加工区域(刀路模板用) | 记录当前策略的适用加工区域,通过右键菜单可定义加工区域曲面或清空已指定的曲面。 | 右键菜单操作 | 该功能专为刀路模板设计:在保存模板时记录策略适用范围,加载模板后可通过此功能预览当前策略的适合使用场景。日常编程中通常不需理会。 |
| 加工区域 Z 限界 | 通过勾选"最大 Z"和"最小 Z",限制当前单条刀路在高度方向的加工范围。可直接输入坐标值,也可通过拾取模型上的点来定义。 | 勾选后输入 Z 坐标值(mm);支持点拾取 | 拾取模型点后,必须单击"最大 Z"或"最小 Z"按钮确认(左键进入拾取界面,右键直接从 PM 所选模型取值),而非单击"应用"或"取消"。 |
| 辅助面 | 设置当前刀路是否使用以及如何显示辅助面(碰撞检查用面)。通过右键菜单可切换为"不显示所有辅助面"、"不显示忽略的辅助面"或"显示所有"。 | 右键菜单选择 | — |
| 计算前宏 / 计算后宏 | 计算前宏在当前刀路开始计算之前自动运行;计算后宏在该刀路计算完成之后自动运行。各自在下拉列表中选择要执行的宏文件。 | 勾选启用后下拉选择宏文件 | 计算前宏的可选文件来自软件安装目录下"个性化宏 → 刀路计算前"文件夹,计算后宏来自"个性化宏 → 刀路计算后"文件夹。 |
| 手动计算 | 含义与主页面相同,作用范围缩小为当前单条刀路。 | 勾选/不勾(默认不勾) | — |
| 不后处理此刀路 | 含义与主页面相同,作用范围缩小为当前单条刀路。 | 勾选/不勾(默认不勾) | — |
| 无刀路删除 | 勾选后,若当前刀路计算结果为空(无法产生刀路),软件自动将该刀路从列表中删除。 | 勾选/不勾 | — |
| 智能配置 | 与主页面智能配置含义相同,作用于当前单条刀路。 | 勾选/不勾 | — |
子页面的"无刀路删除"选项默认显示,可直接勾选使用。
操作步骤
- 在刀路参数列表中单击某个策略文件夹,右侧显示主页面,切换到"基本参数"标签。
- 根据电极专案需求,设置"用户坐标系"(通常第一次编程时设置一次后无需再动)。
- 在"备注"处输入或选择备注信息(多文件夹合并程序时,仅在第一个文件夹设置)。
- 若需要刀路仅作参考而不出 NC 程序,勾选"不后处理此刀路"。
- 如需对某条具体刀路设置不同的余量、切入切出或 Z 限界,单击该刀路条目,在子页面基本参数中操作。
- 参数设置完成后,单击"计算当前"或"列队当前"生成刀路。
提示
- 坐标系一次设置全局同步:在任意一个策略文件夹修改用户坐标系后,当前专案所有文件夹自动同步,不需要逐个修改。
- 备注要在计算前设置:备注信息写入程序单时取的是计算时的值,计算后再修改不会更新已生成的程序单。
- 子页面余量与公差通常不动:电极模块中,余量已在各策略的"比光刀预留"等参数中统一控制,单条刀路的独立余量仅在特殊需求下才使用。
- 切入切出/点分布不要随意修改:软件已为每种策略预设了最优方案,修改前须确认了解新方案的适用场景。