基准
基准(基准台)加工是电极编程中专门针对基准台区域的精光工序。基准台是电极在加工机上定位、碰数的基准结构,其尺寸通常按模型精确到数,不放火花位(或放极小的火花位);电极头部分则需按工件要求放火花位。
加载基准参数文件夹后,软件会在刀路参数列表中生成一组专属精光刀路,集中处理电极上几类需要精光到数的区域:电极头部分的平坦面、基准台顶面(基准面)、基准台侧边、电极头外形直身位置,以及最后一道去毛刺。整组刀路的工艺顺序遵循"先光面、再光侧壁、由高到低"的原则,并在最后提供去基准面毛刺功能。整个文件夹内所有策略共用同一把刀具。
适用场景:开粗(首粗/再粗)完成后,需要对基准台进行精光到数的场合,即常规电极编程流程的第三步。
策略概览
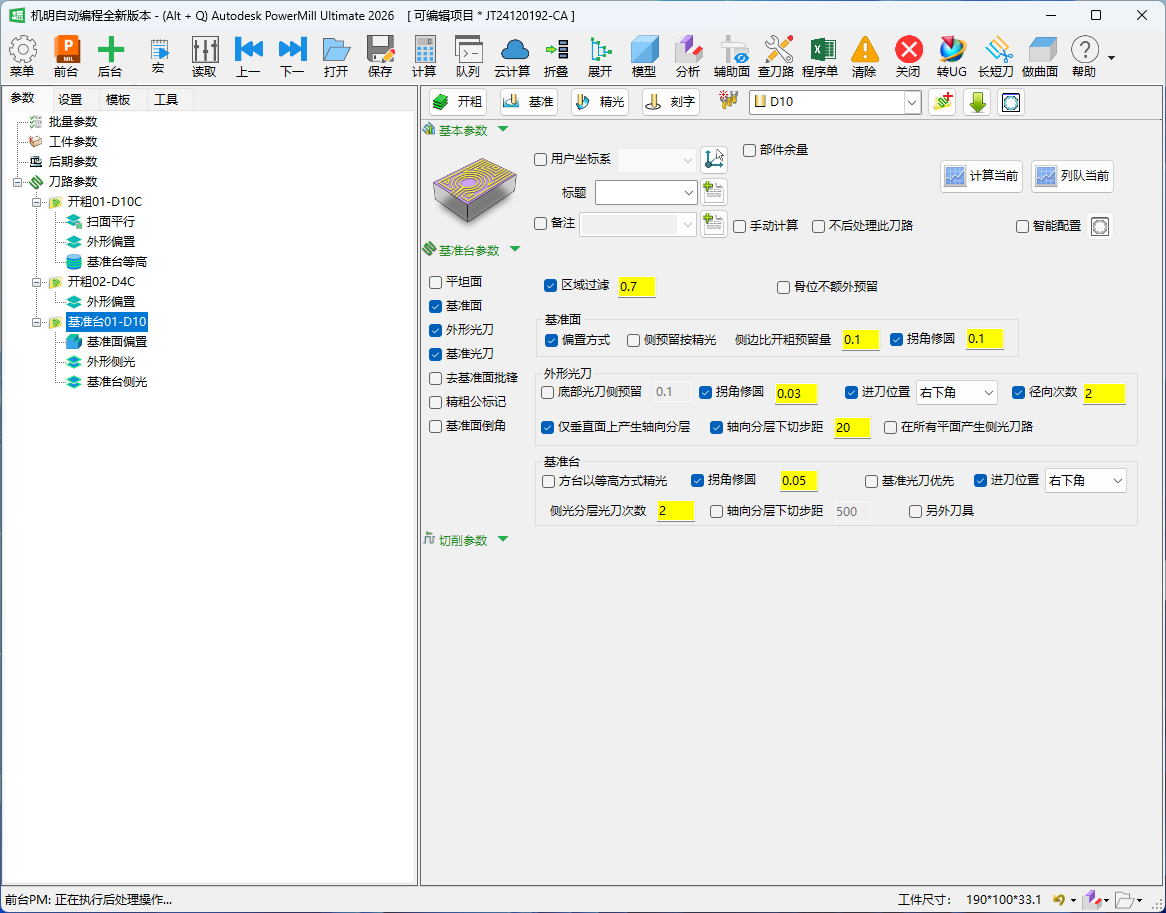
基准参数文件夹包含以下五个策略,在主页面左侧勾选即可启用;取消勾选时,对应参数区自动隐藏。
| 策略 | 加工对象 | 加工类型 |
|---|---|---|
| 平坦面 | 基准面以上电极头部分的平坦面 | 平面精光(偏置或平行) |
| 基准面 | 基准台顶面(碰数面) | 平面精光(偏置或平行) |
| 外形光刀 | 电极头最大外形及台阶侧壁 | 轮廓侧光或等高 |
| 基准光刀 | 基准台外形侧壁及凹槽 | 轮廓侧光或等高 |
| 去基准面批锋 | 基准面边缘 | 平面刀路去毛刺 |
公共参数
以下参数在主页面顶部设置,对平坦面、基准面、外形光刀三个策略同时有效。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 区域过滤 | 根据刀具直径与模型封闭区域的关系,自动过滤过小的加工区域,避免刀路产生顶刀底风险 | 数值(mm),可勾选启用 | 对平坦面、基准面、外形光刀同时有效;各策略子页面可单独覆盖此值 |
| 骨位不额外预留 | 骨位电极时,光基准面、平坦面及基准台刀路对骨位区域不额外增加径向预留量 | 勾选/不勾 | 骨位电极专用 |
策略参数详解
平坦面
针对基准面以上电极头区域的平坦面进行精光,不包含基准面本身。
| 参数/选项 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 侧边精光 | 勾选时,平坦面侧边不预留余量、直接精光到数;不勾选时,平坦面侧边留有余量(在开粗余量基础上多约 0.1 mm),让后面的侧壁光刀来光,避免本道刀路光底面时擦到侧壁 | 勾选/不勾 | 有侧壁的平坦面按工艺顺序选择:若想本刀连侧壁一起到数就勾选,若侧壁另有刀路精光则不勾 |
| 平面优先 | 勾选时,平坦面精光刀路排在其他策略之前加工;不勾选时,平坦面精光在基准面和外形光刀之后加工 | 勾选/不勾 | 影响刀路参数列表中的顺序 |
| 偏置方式 | 勾选时以偏置区域方式加工平坦面;不勾选时以平行方式加工 | 勾选/不勾 | 两种方式均可,按电极形状和习惯选择 |
| 拐角修圆 | 为平坦面刀路单独设置拐角修圆值(以刀具直径为单位),将轮廓尖角修为圆弧过渡,减少机床在拐角处的减速停顿 | 数值,可勾选启用 | 与开粗不同,基准参数各策略拐角修圆独立设置,不共用 |
| 次数(轴向分层次数) | 平坦面的轴向分层切削次数 | 整数,可勾选启用 | 需同时设置"下刀量" |
| 下刀量(每层下切步距) | 轴向分层时每层的下切步距 | 数值(mm) | 勾选"次数"后可用 |
基准面
针对基准台顶面(碰数面)的精光策略,可根据实际需要选择是否放火花位。
| 参数/选项 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 偏置方式 | 勾选时以偏置方式加工基准面;不勾选时以平行方式加工 | 勾选/不勾 | — |
| 侧预留按精光 | 勾选时,基准面光刀的侧边余量在精光余量基础上再追加"侧边比精光预留量"的数值,适合侧边已有其他刀路精光过的情况;不勾选时,侧边余量在开粗余量基础上追加"侧边比开粗预留量"的数值,适合侧边尚未精光的情况 | 勾选/不勾 | 界面上方框标签随勾选状态切换为"侧边比精光预留量"或"侧边比开粗预留量" |
| 侧边比开粗预留量 / 侧边比精光预留量 | 光基准面时,侧边在基准余量(开粗或精光)基础上额外保留的径向预留量,防止基准面光刀时碰到侧壁 | 数值(mm) | 基准面通常先于外形光刀加工,侧边需有足够预留,典型值 0.1 mm |
| 拐角修圆 | 为基准面刀路单独设置拐角修圆值(以刀具直径为单位) | 数值,可勾选启用 | — |
外形光刀
主要针对电极头部分,以侧光或等高方式精光最大外形及台阶侧壁。
| 参数/选项 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 底部光刀侧预留 | 勾选时生成一条仅精光基准面、且侧边预留量大于开粗预留量的刀路(侧壁在开粗余量基础上追加此预留量,如 0.1 mm),轴向分层及其他选项自动不可用 | 数值(mm),可勾选启用 | 通常用于取代单独的"基准面光刀"刀路:当基准面不大、一刀即可光完整个基准面时,用本选项一次到数更省事;勾选后其他外形光刀参数灰显 |
| 仅垂直面上产生轴向分层 | 仅在电极头最大外形的垂直直身面上产生轴向分层刀路,对斜面和台阶侧壁忽略不计 | 勾选/不勾 | 与"在所有平面产生侧光刀路"互斥 |
| 在所有平面产生侧光刀路 | 在基准面以上所有平面高度位置产生外形侧光刀路,并在每个平面高度额外补充一条刀路;不勾选时仅在基准面高度产生刀路 | 勾选/不勾 | 与"仅垂直面上产生轴向分层"互斥;勾选"径向次数"且次数大于 1 时本选项才可用 |
| 轴向分层下切步距 | 勾选并输入步距值后,当加工深度超过此值时自动分多层加工,且各层步距相同;同时作为等高模式下的下切步距 | 数值(mm),可勾选启用 | 需配合"仅垂直面上产生轴向分层"或"在所有平面产生侧光刀路"使用 |
| 径向次数 | 外形侧光时刀路在径向的分层(遍数)数;取消勾选时,外形光刀切换为等高方式加工(刀路参数列表中显示"外形等高") | 整数,可勾选启用 | 勾选且次数 > 1 时,"在所有平面产生侧光刀路"选项可用 |
| 进刀位置 | 勾选后可指定进刀位置:左上角、左下角、右上角、右下角、左中间、右中间、上中间、下中间,共八个方向 | 下拉选择,可勾选启用 | — |
| 拐角修圆 | 为外形光刀单独设置拐角修圆值(以刀具直径为单位) | 数值,可勾选启用 | — |
"仅垂直面上产生轴向分层"和"在所有平面产生侧光刀路"两个选项的界面标签是固定的,切换到等高方式时标签文字不变,与侧光方式下完全相同。
基准光刀
针对基准台侧壁(含凹槽区域)进行精光到数的策略,通常径向按模型尺寸到数,不放火花位。
| 参数/选项 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 方台以等高方式精光 | 勾选时,基准台侧壁以等高方式加工(刀路参数列表中显示"基准等高");不勾选时以轮廓侧光方式加工 | 勾选/不勾 | 勾选后,"侧光分层光刀次数"选项不可用 |
| 基准光刀优先 | 勾选后,基准光刀排在基准面光刀和外形光刀之前加工,有助于避免基准台产生毛刺 | 勾选/不勾 | 不勾时,基准光刀默认在其他策略之后加工 |
| 侧光分层光刀次数(径向次数) | 以轮廓侧光方式加工基准台时,刀路在径向的分层遍数 | 整数 | 仅在不勾选"方台以等高方式精光"时可用 |
| 轴向分层下切步距 | 勾选并输入步距值后,按设定步距对基准台侧壁进行轴向分层加工,软件自动确定层数并保持恒定步距;勾选"方台以等高方式精光"时,此值即为等高步距 | 数值(mm),可勾选启用 | — |
| 进刀位置 | 勾选后可指定进刀位置,共八个方向(同外形光刀) | 下拉选择,可勾选启用 | — |
| 拐角修圆 | 为基准光刀单独设置拐角修圆值(以刀具直径为单位) | 数值,可勾选启用 | — |
| 另外刀具 | 勾选后,基准光刀使用不同于当前基准参数的其他刀具加工,并生成独立的 NC 程序 | 勾选/不勾,选刀具 | 适合工件排条且间距较小、或工件较高时,需用专用小刀精光基准台侧壁的情况 |
凹槽处理:软件默认基准光刀同时加工基准台外形和凹槽区域(外形、凹槽侧光共用一条程序)。若凹槽已由其他工序处理到数,或需要单独程序精光凹槽,可在公共参数的"区域过滤"处设置较大值,将凹槽区域从基准光刀中过滤掉,再另外单独生成凹槽精光刀路。
要单独加工凹槽等基准面以下的区域,可使用精光策略里的"加工到基准台底部"选项,用精光刀路把基准面以下的凹槽区域一起加工出来。
去基准面批锋
在基准面上产生一条专用刀路,去除精光后基准面边缘残留的毛刺。刀路相对基准面的轴向位置由毛坯的轴向最小值决定。
| 参数/选项 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 接刀余量 | 去批锋刀路与基准面光刀的轴向接刀余量,用于定义刀路相对基准面的轴向位置,防止去毛刺时伤到基准面 | 数值(mm) | 设置正值使去批锋刀路略高于基准面,实际只触及边缘毛刺 |
策略排序规则
基准参数文件夹内的刀路顺序默认遵循以下原则(由先到后):
- 基准光刀(勾选"基准光刀优先"时)
- 平坦面精光(勾选"平面优先"时)
- 基准面精光
- 外形光刀
- 平坦面精光(不勾选"平面优先"时)
- 基准光刀(默认位置,不勾选"基准光刀优先"时)
- 去基准面批锋
当"基准光刀优先"与"平面优先"同时勾选时,基准光刀排在最前,其次才是平坦面,再到基准面、外形光刀——即基准光刀优先的次序高于平面优先。
操作步骤
- 在节点工具栏下拉列表中选择"基准",单击加载,刀路参数列表中出现基准参数文件夹,右侧显示基准参数主页面。
- 选择刀具(整个基准文件夹共用同一把刀具;如需单独为基准光刀指定刀具,勾选"另外刀具"并选择)。
- 在左侧策略选项区按需勾选:平坦面、基准面、外形光刀、基准光刀、去基准面批锋。
- 在主页面右侧设置公共参数:根据实际需要启用"区域过滤",骨位电极可勾选"骨位不额外预留"。
- 逐一展开各策略参数区,按电极特征调整加工方式、预留量、轴向/径向分层等参数。
- 确认加工顺序:如需平坦面或基准光刀优先,勾选对应的"优先"选项。
- 单击"计算当前"生成刀路,或单击"列队当前"将任务加入计算队列。
提示与常见坑
- 基准台不放火花位,电极头要放:这是基准参数的核心工艺约束。基准台按模型尺寸加工到数,平坦面和外形光刀针对电极头的参数需正确设置火花位;两个区域余量要求不同,但共用刀具,因此各策略参数独立设置。
- 基准面光刀侧边要留足预留:基准面通常在外形光刀之前加工,加工时侧边尚未精光,因此"侧边比开粗预留量"(典型值 0.1 mm)必须填写合理值,否则基准面刀路可能擦到侧壁。
- 外形光刀"底部光刀侧预留"选项会禁用其他参数:一旦勾选,轴向分层、仅垂直面、在所有平面产生侧光等选项全部灰显,不要误以为功能故障。
- 凹槽与外形默认共用程序:若需对凹槽单独精光(如凹槽余量与外形不同,或需换刀),应通过设置较大区域过滤值将凹槽过滤掉,再另行处理。
- 去批锋接刀余量不能设为零:否则去毛刺刀路会直接在基准面上走刀,可能留下刀痕;建议保留一定正值,仅让刀具触碰边缘。
- 骨位电极需注意额外预留:默认情况下,软件会对骨位区域自动额外增加径向预留;如骨位处按正常余量即可,应勾选"骨位不额外预留",避免过多余量影响精度。
- 另外刀具会生成独立 NC:勾选后基准光刀单独成一条程序,后处理和机台操作时需注意换刀顺序。