精光(光刀)
光刀(精光)是电极加工的收尾工序,目标是将电极头以及所需区域精光到数(即按火花位加工到最终尺寸),同时兼顾清角与基准面的精光。
默认情况下,光刀参数只加工基准面及以上区域(电极头部分);通过调整 Z 轴限界,也可以向下延伸到基准面以下的胶位或其他型腔区域。
光刀策略文件夹与再粗一样,可以多次加载。每次加载均产生独立的光刀刀路列表,方便以不同刀具或参数多次精光(例如先用大刀平行精光,再用小刀自动清角)。
策略结构
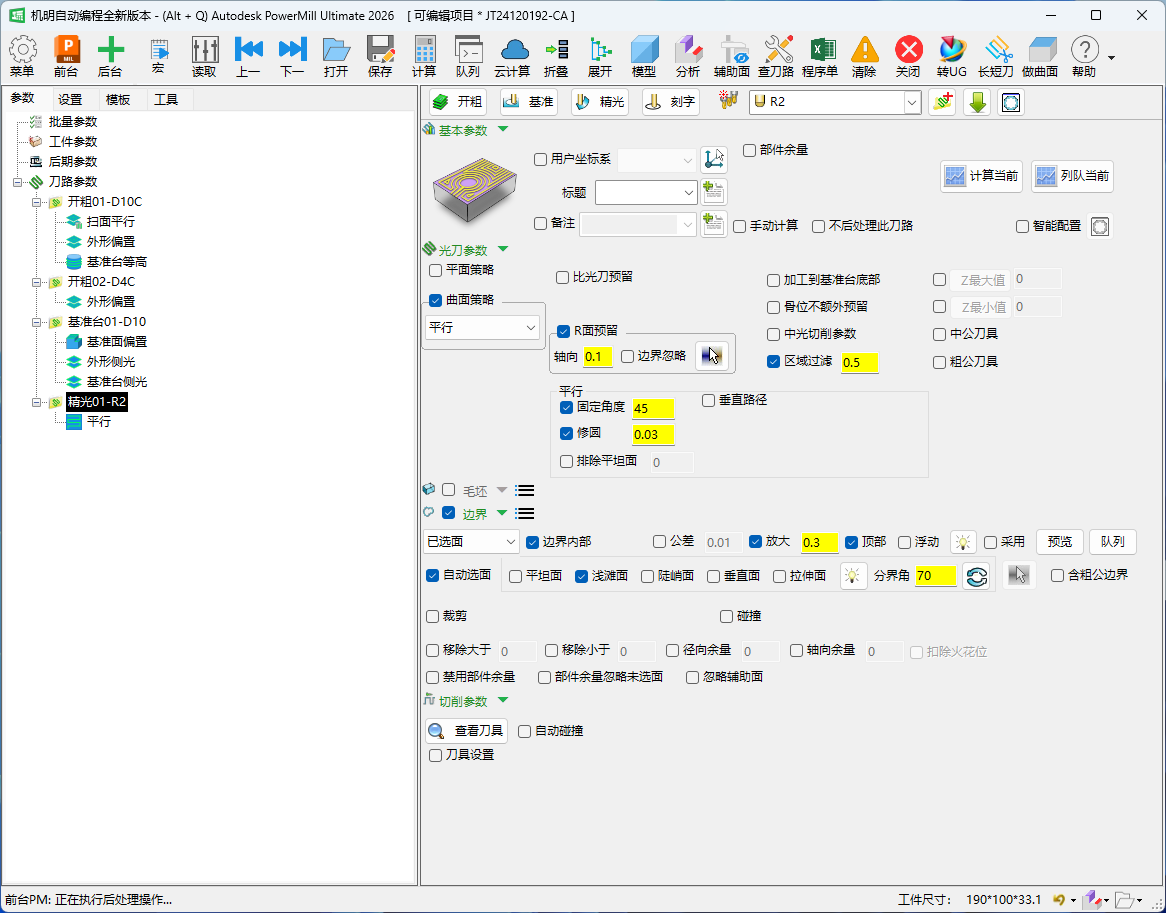
光刀参数分为两大类型,可同时启用,也可只启用其中一类:
| 类型 | 适用场景 |
|---|---|
| 平面策略 | 一般以平底刀精光平坦面、基准面、笔式清角、外形侧光(直身面) |
| 曲面策略 | 平行、等高及其他自由曲面精光策略 |
平面策略包含四种子策略(可独立勾选):平坦面、基准面、笔式、侧光。
曲面策略通过下拉菜单选择,同时只能启用其中一项。下拉列表共有十五项,依次为:平行、等高、最佳等高、三维偏置、浅滩和陡峭、自动清角、曲面、SWARF、参考线、钻孔、放射、螺旋、多笔清角、轮廓、参数偏置。其中前六项在电极光刀中最常用;放射、螺旋、多笔清角、轮廓、参数偏置等其余策略电极光刀界面同样可选,其参数含义可参考模料模块对应策略的说明。
公共参数
以下参数不属于单一策略,取消勾选全部策略后仍然保留,对当前光刀文件夹内的多个策略同时生效。
用比光刀预留做中光刀路:光刀默认按火花位一刀精光到数,但实际加工中常常需要一道介于开粗与精光之间的"中光"工序。利用"比光刀预留"在火花位基础上多留一点径向余量、并配合不同于刀库设置的步距,即可把当前光刀文件夹整体当成中光刀路使用(再配合下方的"中光切削参数"调用中光性质的转速、进给)。这样既能均匀去除开粗残留、为最后精光留出稳定余量,又不必单独搭建一套中加工流程。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 比光刀预留(径向) | 启用后在火花位基础上额外增加或减少径向预留量,并可使用不同于刀库设置的步距加工;默认按火花位精光到数 | 数值(mm) | 正值增加预留量(大刀加工后小刀接刀清角时使用,设置接刀余量如 0.01);负值扩大孔径(如孔单边需再扩大 0.03,则输入 -0.03)。例:火花位为 -0.1,径向预留设 0.01,则实际加工到 -0.1+0.01=-0.09 |
| 比光刀预留(轴向) | 与径向预留配合,控制轴向的预留量 | 数值(mm) | — |
| 比 R 面预留 | 等高加工时,将指定的顶部曲面(R 面)抬高一定数值保护,防止刀具划伤顶面;侧壁正常加工到数 | 勾选 + 数值(mm) | 仅对等高策略起作用。多数情况下只需勾选、无需手动指定曲面——软件自动继承除等高以外的曲面策略(平行、最佳等高、三维偏置、浅滩与陡峭、自动清角)走过的面,且与这些曲面策略的勾选先后顺序无关;其他策略(如等高单独使用)则需手动选面定义需要预留保护的 R 面 |
| 边界忽略 | R 面预留功能只对刀路生效;勾选后,计算边界时忽略 R 面预留,可在某些情况下产生更优化的边界 | 勾选/不勾 | 仅在启用比 R 面预留时有效 |
| 区域过滤 | 自动过滤掉较小的加工区域;仅对平面策略中的平坦面、基准面、侧光有效(笔式无此选项;曲面策略中仅等高有独立的区域过滤) | 数值(mm) | 含义与开粗中的区域过滤一致 |
| Z 最大值 / Z 最小值 | 限制曲面策略刀路在高度方向的加工范围;仅对曲面策略有效,对平面策略无影响 | Z 轴坐标值(mm);可直接输入坐标,也可在模型上手动定义点取值(左键进入拾取界面,右键拾取所选模型最值) | 凹槽电极底面在基准面以下时,可将 Z 最小值设为 -99 使等高刀路到达底面;贴边电极需精确输入坐标值 |
| 中公刀具 | 勾选后,当前光刀策略在加工中公时使用另外的刀具 | 勾选 + 选择刀具 | 适用于窄槽等精公与中公须用不同直径刀具的场合 |
| 粗公刀具 | 勾选后,当前光刀策略在加工粗公时使用另外的刀具 | 勾选 + 选择刀具 | 同上,精公与粗公刀具可各自独立配置 |
| 中光切削参数 | 勾选后调用刀具库中的中光切削参数(转速、进给、行距、步距),而非精光切削参数 | 勾选/不勾 | 适合当前光刀文件夹执行中光性质刀路时使用 |
| 加工到基准台底部 | 毛坯向下延伸到基准台底部,使刀路可以连同基准台侧壁一并加工到 | 勾选/不勾 | — |
| 骨位不额外预留 | 骨位电极光基准面及平坦面时,不对骨位区域额外增加径向预留 | 勾选/不勾 | 仅骨位电极场景下使用 |
平面策略参数
平面策略的平坦面、基准面、侧光三类子策略,其加工逻辑与 基准(基准台) 中的同名加工基本一致;区别在于光刀这里多了"残留"——勾选后自动参考相邻的上一条同类策略,用当前刀具继续清掉上把刀未加工干净的区域,从而支持大刀打底、小刀接力的多刀精光配合。
整体选项
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 策略优先 | 控制平面策略与曲面策略的加工顺序:勾选时平面策略先加工,不勾时曲面策略先加工 | 勾选/不勾 | — |
| 启用边界 | 勾选后,毛坯与边界页面中设置的边界对平面策略同样生效;不勾则边界设置仅影响曲面策略 | 勾选/不勾 | 边界对曲面策略始终有效,不受此选项影响 |
平坦面
针对电极头部分基准面及以上的所有平坦面进行精光加工。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留 | 勾选后参考上一条平坦面刀路,侦测上一刀具未加工完的区域,用当前刀具继续残留精光 | 勾选/不勾 | 例:D10 精光平坦面后,D4 勾选残留继续清角 |
| 侧边精光 | 当平坦面侧壁为圆弧或斜角较大时,勾选后平坦面连同侧壁一起直接精光到数 | 勾选/不勾 | 界面标签为"侧边精光",在偏置方式和平行方式下均可勾选使用 |
| 偏置方式 | 勾选时以偏置方式(刀路参数列表显示"平坦面偏置")加工;不勾时以平行方式(显示"平坦面平行")加工 | 勾选/不勾 | — |
| 多次走刀 | 启用后在平坦面上产生多次下切刀路,可设定走刀次数和下切步距 | 勾选 + 次数 + 步距(mm) | — |
| 拐角修圆 | 刀路转角采用圆弧过渡,减少拐角处停顿 | 勾选 + 数值(mm) | — |
基准面
使用光刀参数中的刀具对电极基准面进行精光加工。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留 | 勾选后参考上一条基准面刀路,用当前刀具继续残留精光基准面 | 勾选/不勾 | 例:D10 精光基准面后,D4 勾选残留继续加工 |
| 偏置方式 | 勾选时以偏置方式加工;不勾时以平行方式加工 | 勾选/不勾 | — |
| 侧预留按精光 | 勾选后,基准面光刀的侧边预留量按精光余量计算(而非按开粗余量),适合侧壁已精光过的情况 | 勾选/不勾 | 界面标签为"侧预留按精光" |
| 拐角修圆 | 同平坦面中的同名选项 | 勾选 + 数值(mm) | — |
笔式
在两面相交的利角根部生成单条清根刀路。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 分界角 | 按此角度值裁剪陡峭部分的刀路,只保留浅滩部分;值越小保留的刀路范围越少 | 数值(°);常用 0°(过滤不必要的碎刀路)或 90° | 合理设置可优化刀路:底面是平坦面时,分界角设为 0° 可消除多余碎刀路 |
注意:
- 笔式只对利角区域有效,圆弧过渡的拐角不产生刀路;
- 笔式清角没有拐角修圆功能;
- 底面不论是斜面、曲面还是平面都可以触发笔式,但相交处必须是利角。
侧光
针对电极头直身面(垂直或近垂直侧壁)进行侧光或等高加工,并可清根。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 残留 | 勾选后自动参考上一条最近的侧光刀路,用当前刀具继续加工上一刀具未能加工的区域 | 勾选/不勾 | 例:D4 侧光清根后,D1 勾选残留继续清角 |
| 侧壁余量 | 为侧光刀路设置独立的侧壁预留量 | 勾选 + 数值(mm) | — |
| 径向次数 | 设置侧光的径向走刀次数 | 整数 | 径向次数设为 1 并勾选"在所有平面产生侧光刀路"时,可在平坦面与侧壁之间产生一条清根刀路 |
| 轴向分层下切步距 | 勾选后对侧光刀路增加轴向分层,可设置步距 | 勾选 + 数值(mm) | 仅在最大外形为垂直面时,也可限制仅在垂直面上产生轴向分层("仅垂直面上产生轴向分层"选项) |
| 在所有平面产生侧光刀路 | 勾选后在基准面以上所有平面都产生外形侧光刀路;不勾则仅在基准面上产生 | 勾选/不勾 | — |
| 进刀位置 | 选择侧光刀路的进刀方向(模型四侧面共八个位置) | 下拉选择 | — |
| 拐角修圆 | 刀路在拐角采用圆弧过渡,弥补笔式清角无法修圆的不足 | 勾选 + 数值(mm) | 侧光清根可设任意大小圆弧过渡,笔式清根则不能 |
| 区域过滤 | 过滤掉较小的侧光区域 | 数值(mm) | — |
曲面策略参数
曲面策略通过下拉菜单选择一种,以下列出六种最常用策略的参数要点。
平行
在 XOY 平面按指定行距创建一组平行线,沿 Z 轴投影到模型表面形成刀具路径,适合平缓曲面精光。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 固定角度 | 刀路与坐标系 X 轴之间的夹角 | 数值(°);常用 0°、45°、90°、135°、-45° | — |
| 拐角修圆 | 在拐角处采用圆弧过渡;修圆值足够大时圆弧被直线代替,可使刀路"跨越"小孔或凹槽 | 勾选 + 数值(mm) | — |
| 垂直刀路 | 在陡峭区域垂直方向增补刀路,弥补平行策略在陡峭位置刀路稀疏的问题 | 勾选 + 浅滩角 | 浅滩角越小,增补范围越大 |
| 优化平行刀路 | 裁剪与垂直刀路重叠的平行刀路部分 | 勾选/不勾 | 仅在启用垂直刀路时有效 |
等高
按设定的 Z 轴下切步距,沿模型轮廓进行切削,适合陡峭侧壁精光。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 切削方向 | 任意 / 顺铣 / 逆铣;"任意"时开放刀路顺、逆铣交替,封闭刀路顺铣 | — | — |
| 排序方式 | 范围(按区域由高到低)/ 层(同一高度所有轮廓加工完后再下切);常用"范围" | — | — |
| 螺旋 | 启用后刀路以螺旋方式连续加工,减少进退刀次数;螺旋起止位置各增加一圈整圈刀路 | 勾选/不勾 | — |
| 平面公差 | 侦测平坦面的判断依据;启用后在平坦面高度增补一层刀路,确保轴向余量均匀 | 数值(mm) | 不启用时容易出现等高不到底的情况;等高加工通常不勾选,单独再做平坦面刀路清根 |
| 下切步距 | 相邻两层刀路的高度差 | 数值(mm) | — |
| 残留高度 | 勾选后由最小步距、最大步距和残留高度三者共同确定步距:平缓区域步距自动加密,陡峭区域步距放大 | 勾选 + 最小步距 + 最大步距 + 残留高度(mm) | 残留高度是两条相邻刀路加工后残留波峰的高度 |
| 区域过滤 | 过滤较小的等高加工区域 | 数值(mm) | — |
最佳等高
在陡峭区域采用等高、在平坦区域使用三维偏置,由软件自动划分分界线,始终保持恒定的行距。适合形状复杂的模型曲面。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 封闭式偏置 | 在浅滩(平坦)区域尽可能生成封闭偏置刀路;不勾则生成开放刀路 | 勾选/不勾 | — |
| 螺旋 | 让刀路尽可能以螺旋方式加工 | 勾选/不勾 | — |
| 光顺 | 刀路在拐角采用软件自动指定大小的圆弧过渡 | 勾选/不勾 | — |
三维偏置
根据三维曲面形状轮廓偏置,在平坦和陡峭区域均生成稳定的刀具路径。适合复杂曲面精光。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 参考线 | 以指定曲线作为刀路偏置的引导线;越靠近参考线的刀路轨迹越贴近参考线走向 | 选择参考线 | 不指定参考线时按模型或边界轮廓偏置;指定后可精确控制刀路走势以获得更好的切削效果,参考线也称引导线 |
| 由参考线开始 | 仅在指定参考线时有效;勾选后刀路从参考线位置开始向外加工 | 勾选/不勾 | — |
| 螺旋 | 尽可能让刀路以螺旋方式加工 | 勾选/不勾 | — |
浅滩与陡峭
根据分界角划分浅滩和陡峭区域,浅滩区域用平行或三维偏置加工,陡峭区域用等高加工;两者交界处可设置重叠区域,可分别为浅滩和陡峭设置独立的行距和步距。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 顺序 | 顶部优先(由高到低,常用)/ 陡峭优先(先加工所有陡峭区域,再加工浅滩) | — | — |
| 分界角 | 划分浅滩与陡峭区域的角度限界值 | 数值(°) | 小于分界角的区域按浅滩处理,大于的按陡峭处理 |
| 重叠 | 陡峭与浅滩刀路在衔接处相互延伸的距离 | 数值(mm);如 0.3 | 防止两类刀路衔接处出现漏加工 |
| 壁间隙 | 仅对浅滩区域的平行策略有效;加工浅滩时刀路末端与陡峭侧壁保留设定的安全距离,防止刀具碰伤侧壁 | 数值(mm);常用 0.1~0.2 | 无陡峭侧壁时壁间隙不起作用,重叠选项仍然有效;设为 0 时刀路可能碰到侧壁 |
| 浅滩行距 | 浅滩区域(平行或三维偏置)的行距,自动读取刀库中当前刀具的行距值 | 数值(mm) | — |
| 陡峭步距 | 陡峭区域(等高)的下切步距,自动读取刀库中当前刀具的步距值 | 数值(mm) | — |
若该策略提供"螺旋"选项,它只作用于浅滩区域(以三维偏置/平行方式加工的部分),让浅滩刀路以螺旋方式连续走刀;陡峭区域仍按等高方式加工,不受此选项影响。
自动清角
针对圆弧拐角的残留区域,用较小球刀精加工清角,避免前序刀路大刀留下的残料。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 方向 | 顺铣 / 逆铣 / 任意 | — | — |
| 策略 | 自动(默认,综合沿着和缝合,适应浅滩和陡峭)/ 沿着(流线型,适合浅滩)/ 缝合(等高型,适合陡峭) | 自动 | — |
| 输出 | 两者(同时保留浅滩和陡峭区域刀路,默认)/ 浅滩 / 陡峭 | 两者 | — |
| 分界角 | 划分浅滩与陡峭区域的角度限界值 | 数值(°) | — |
| 残留高度 | 控制清角刀路的切削宽度,决定刀路疏密;值越小刀路越密,加工表面越光滑 | 数值(mm) | 与等高中的"按残留高度"不同,这里始终按残留高度生成均匀刀路 |
| 重叠 | 当前清角刀路与上一精光刀路之间的延伸扩展距离(清角刀路向两侧各延伸的量) | 数值(mm) | 注意:此处重叠含义与浅滩与陡峭策略中的重叠不同 |
| 参考刀具 | 选择当前清角加工所参考的刀具,用于计算残留区域 | 选择刀具 | — |
| 探测限界 | 软件自动探测所有拐角两侧壁夹角,仅加工夹角小于该值的拐角;软件默认 165,最大 175 | 数值(°);默认 165 | 清角刀路产生不了时,可尝试将探测限界提高到 175 |
| 移去深切削 | 软件自动删除拐角处的大深度切削刀路,避免重载 | 勾选/不勾 | — |
操作步骤
- 在刀路参数列表的节点工具栏中,选择"光刀"并单击加载,列表中出现"光刀01"文件夹,右侧显示光刀参数主页面。
- 在"选择刀具"处选择精光刀具,软件自动加载对应切削参数。
- 在左侧策略选项区根据加工需要勾选平面策略或曲面策略(或两者均勾选):
- 平面策略:勾选后可进一步勾选平坦面、基准面、笔式、侧光中的一项或多项;
- 曲面策略:勾选后在下拉菜单中选择具体策略(平行、等高等)。 - 在公共参数区确认比光刀预留量(默认按火花位精光到数,无需修改;如有清角接刀,按需输入正值)。
- 如需精光基准面以下区域(如凹槽电极或贴边电极),在公共参数中启用"Z 最小值"并输入目标坐标值。
- 展开各子策略参数对话框,完成具体参数设置(行距、步距、修圆等)。
- 如需为中公或粗公使用不同刀具,在公共参数的中公刀具或粗公刀具选项处勾选并选择刀具。
- 如需再次精光(换刀或换策略),在节点工具栏再次加载光刀,出现"光刀02",重复以上步骤。
- 点击"计算当前"生成刀路,或"列队当前"加入计算队列。
提示与常见坑
- 凹槽电极基准面以下须手动设 Z 最小值:软件默认光刀只加工到基准面,凹槽底面在基准面以下时,等高刀路会在基准面截止。需启用 Z 最小值,输入 -99 即可(无需精确测量),使刀路延伸到底面。
- 贴边电极须精确定义 Z 最小值:贴边电极不能依靠基准台参数光刀到数,需用光刀参数进一步精光清角,此时须准确输入 Z 最小坐标值。
- 笔式清角无法处理圆弧拐角:底面与侧壁通过圆弧过渡的拐角不会产生笔式刀路;此时改用侧光并设置拐角修圆,或使用自动清角。
- 侧光弥补笔式的不足:笔式不能修圆,侧光可以设置任意大小的拐角修圆;笔式只对利角有效,侧光对利角和圆角均可使用。
- 等高通常不勾选平面公差:等高策略的平面公差选项若不启用,会出现等高不到底的情况;若启用,虽然能在平坦面处自动补刀,但等高加工结束后通常仍需额外一条平坦面刀路清底根。推荐等高与平坦面策略配合使用。
- 接刀余量通常很小或为零:高速机或高精度机床清角时可以不设接刀余量;普通机床需要时设置 0.01 即可,不必过大。
- 光刀可多次加载:每次加载都独立,可以灵活组合(例如第一次平行+平坦面精光,第二次自动清角,第三次针对特殊区域等高)。