程式单设置
本节点页签(与软件一致):
下方保留完整字段说明;日常可从页签子页快速定位。
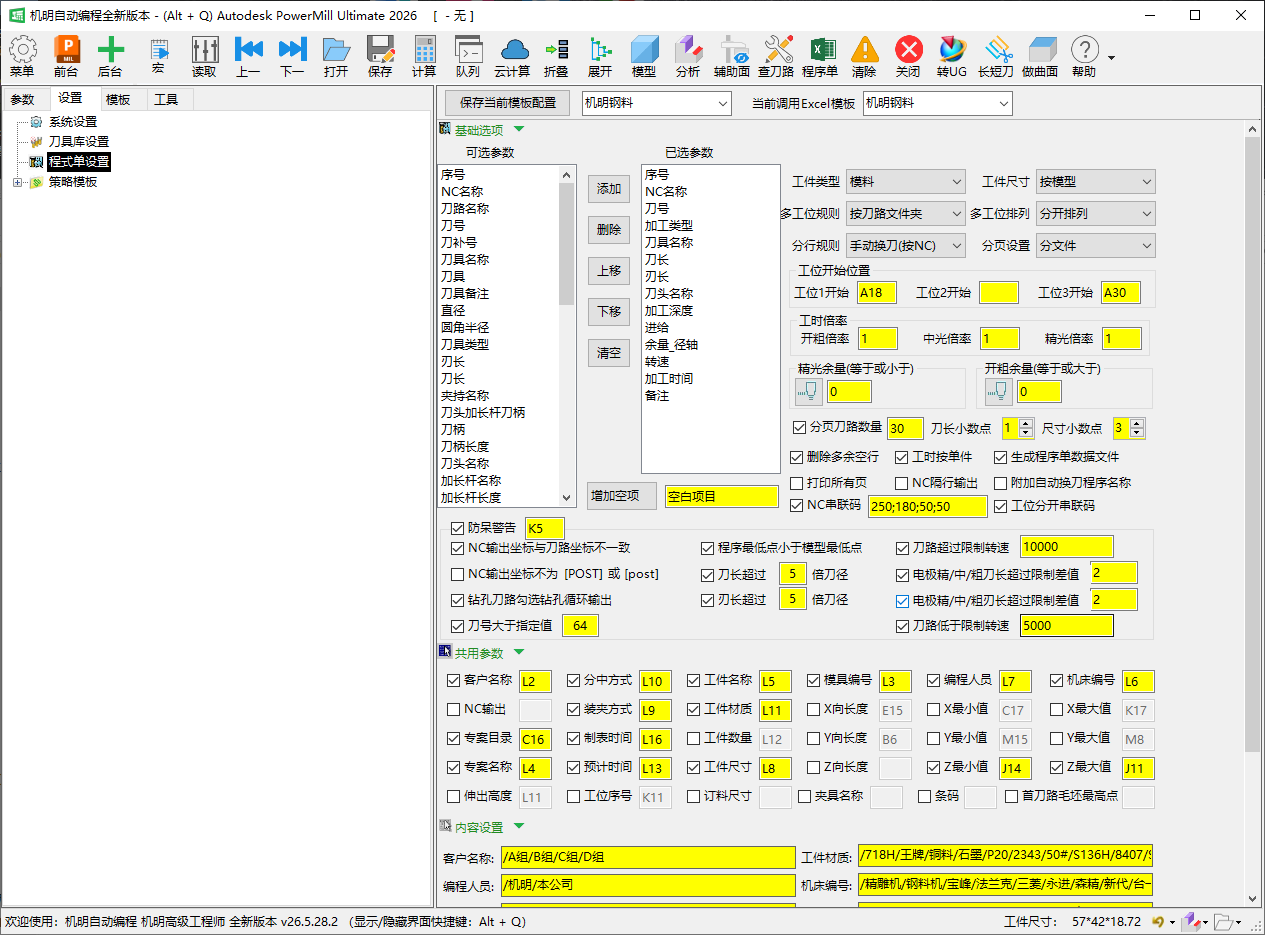
程式单设置用于配置软件生成 Excel 程序单的方式与内容。整套配置分为六个部分:模板配置(选择 Excel 模板文件)、基础选项(参数列列表、工件类型、多工位与分页规则等)、共用参数(程序单表头字段的单元格位置)、电极参数(电极专用字段的单元格位置)、内容设置(下拉选项内容预设)、视图选项(随程序单附图的视角与样式)。
配置完成后,在后期参数界面为每个专案选择所需的模板,软件即可自动生成符合本厂格式要求的 Excel 程序单。
用途与适用场景
- 根据本厂 Excel 模板,定制程序单中每一列参数的内容与顺序。
- 多工位、精/中/粗公混合排列、合并显示等复杂场景均可通过本设置适配。
- 一套程序单配置可命名保存为模板,多个专案复用。
- 需要为自动换刀机床与手动换刀机床分别建立不同模板时,在此分别配置后在后期参数中切换即可。
模板配置
模板配置用于将本页的参数设置与实际使用的 Excel 文件绑定在一起。程序单要"长成什么样",本质上由两部分共同决定:一是排版好的 Excel 模板(表格的框线、表头文字、图片位置),二是本页里"哪一列填什么、字段写到哪个单元格"的配置。两者配套使用,缺一不可。
- 程序单模板:当前配置方案的名称,可新建多套模板以对应不同工厂需求或不同工件类型。把当前界面上的全部配置(已选参数、共用参数、电极参数、视图等)连同所调用的 Excel 模板一起,可以保存成一份独立的程序单模板文件,方便整套迁移或复用。
- Excel 模板:与本套参数配置对应的 Excel 文件,也就是当前模板实际调用的那份表格。软件将读取此文件并按照下方"基础选项"中选定的参数依次填入对应列。Excel 模板文件存放于软件安装目录下的程序单文件夹,可直接打开修改保存;若需要新建模板,将 Excel 文件和对应配置各复制一份重命名再修改即可。
基础选项
已选参数(程序单列内容配置)
| 操作 | 说明 |
|---|---|
| 可选参数 | 软件提供的参数库,列出所有可放入程序单的字段。 |
| 已选参数 | 用户从可选参数中选取、排列好的字段列表,对应 Excel 表格从左到右的各列。 |
| 添加 | 将可选参数中选中的项加入已选参数列表。 |
| 删除 | 从已选参数列表中移除选中的项。 |
| 上移 / 下移 | 调整已选参数的顺序,对应 Excel 中实际的列顺序。 |
| 清空 | 清除已选参数列表中的全部项。 |
| 增加空项 | 在已选参数中插入一个空白占位。当 Excel 模板中有合并单元格时,需在对应位置增加空项以保证列对齐,否则内容会错位。 |
配置思路(先表格后参数):要让程序单显示哪些参数,应先在 Excel 模板里把这些列排好、写好列标题,再回到已选参数里按相同顺序逐一配置对应字段,做到一一对应。典型的一行参数顺序为:序号、NC 名称、刀号、加工类型、刀具、刀长、刃长、夹持名称、转速、进给、余量、加工深度、加工时间。任意一项顺序与 Excel 列对不上,程序单内容就会整体错位。
合并单元格的处理:若 Excel 模板里某字段跨列合并(例如 NC 名称占用 B、C 两列合并成一格),就要在已选参数中该字段的后面增加一个空白项占位——点击"增加空项"加入空白项,再用上移、下移把它调整到正确位置,使后续各列重新对齐。否则程序单上实际显示的内容会和想要的内容对不上,编辑时要特别注意。
工件类别参数
| 参数 | 说明 | 取值/默认 |
|---|---|---|
| 工件类型 | 指定本模板适用于电极类工件还是模料类工件。 | 电极 / 模料 |
| 工件尺寸 | 程序单中显示的工件尺寸来源。 | 按模型(默认)/ 按毛坯 |
| 多工位规则 | 多工位编程时,如何识别工位划分依据。 | 无 / 自动 / 按 NC / 按刀路文件夹(电极常用) / 用户坐标(多面钢料) |
| 多工位排列 | 多工位(精/中/粗公)程序在 Excel 中的排列方式。 | 分开排列 / 分隔排列 / 合并显示 |
| 分行规则 | 程序单中换行(每条 NC 单独一行)的依据。 | 手动换刀(按 NC)/ 自动换刀(按刀号) |
| 分页设置 | 多工位程序在 Excel 中如何分布。 | 同页 / 分页 / 分文件 |
多工位排列说明: 多工位排列决定多个工位(电极的精/中/粗公,或钢料的多面)在同一张程序单上"怎么摆"。
- 分开排列:按各工位的起始位置,分别指定精公、中公、粗公首条程序的位置。三者各自从设定的起始行开始,互相独立、上下排列。
- 分隔排列:精公首条程序从工位 1 起始行开始(例如显示在 A18),中公与精公之间、粗公与中公之间各空一行隔开后再接着显示 NC 程序,读起来层次更清楚。
- 合并显示:常用于电极程序单,把多个工位或精/中/粗公横向分栏并排显示。它的已选参数配置与分开/分隔排列不同,必须单独配置——例如设为"粗公在前、精公在后"时,已选参数里要同时排出粗公的显示字段和精公的显示字段,并用空白项把两组隔开。
工位开始位置:"工位1开始"对应精公首行,"工位2开始"对应中公首行,"工位3开始"对应粗公首行(钢料多工位加工同理)。填写格式为 Excel 单元格地址,如 A18 表示 A 列第 18 行。
分页设置说明: 分页设置决定多工位程序在 Excel 文件中是挤在一起还是拆开。
- 同页:多个工位的 NC 程序显示在同一页程序单上。例如电极的精公、中公、粗公全部排在一页里。
- 分页:多工位 NC 仍放在同一个 Excel 文件中,但软件自动拆成多页(Excel 工作表)。
- 分文件:每个工位单独生成一个 Excel 文件。例如两个工位,生成的程序单文件夹里就会有两个 Excel 文档。
制作分页用的 Excel 模板时,模板本身不能预先带有 Sheet2 这类多页配置——模板里若已存在多页,会造成翻页错乱。正确的分页应由软件在生成程序单时自动产生。
其他选项
| 参数 | 说明 | 取值/默认 |
|---|---|---|
| 刀长小数点 | 程序单中刀长数值显示的小数位数,设 0 时补足整数。 | 0 – 4 位 |
| 尺寸小数点 | 程序单中工件尺寸数值显示的小数位数。 | 0 – 3 位 |
| 删除多余空行 | 程序单最后一条 NC 之后多余的空白表格边框自动删除,节约打印墨水。 | 勾选/不勾 |
| NC 隔行输出 | 相邻 NC 条目之间插入空行显示。 | 勾选/不勾 |
| 工时按单件 | 加工时间显示单件工时,不考虑加工数量。 | 勾选/不勾 |
| 打印所有页 | 打印时同时打印所有分页。 | 勾选/不勾 |
| 附加自动换刀程序名称 | 仅在分行规则为"手动换刀"时可用;勾选后在每个工位手动换刀程序前附加自动换刀程序名称。 | 勾选/不勾 |
| 生成程序单数据文件 | 生成程序单的同时保存数据文件,供程序自动串联功能使用。 | 勾选/不勾 |
| 分页刀路数量 | 勾选并设置数量后,超过此数量的刀路自动分页显示。 | 勾选 + 数量 |
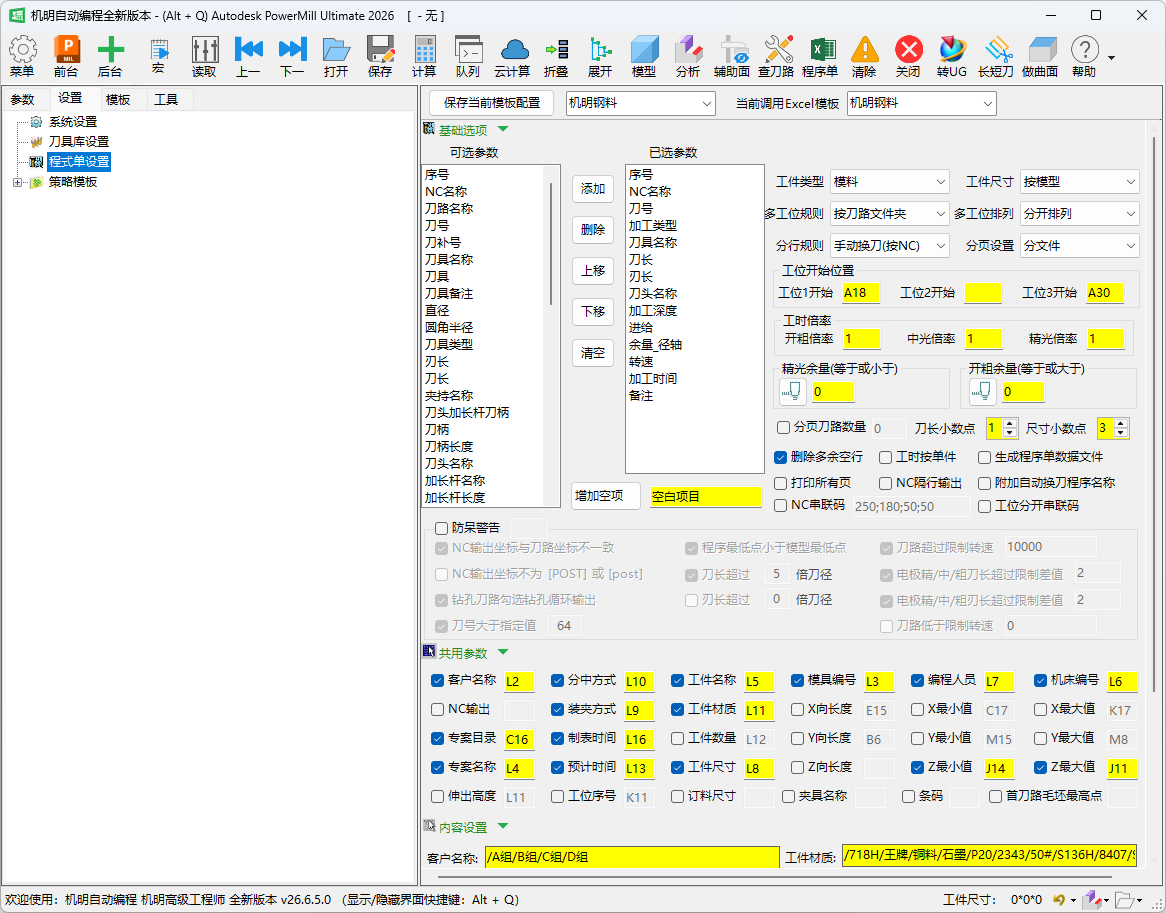
加工时间倍率(精光/中光/开粗):对各类型刀路计算出的加工时间乘以指定倍率后显示在程序单上,用于补偿实际加工时间与理论时间的差异。
精光 / 开粗余量:用于在程序单中标注工件的精加工与开粗预留余量,分径向余量和轴向余量两项。轴向余量需先勾选其左侧的轴向启用图标,对应的轴向余量输入框才会出现。这组余量字段仅在工件类型为模料时可填写,工件类型为电极时整组禁用。
共用参数
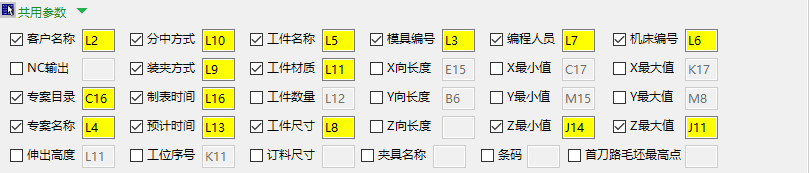
共用参数用于配置程序单中通用表头字段(如客户名称、模具编号、工件材质等)对应的 Excel 单元格地址。每项字段前有勾选框,勾上则将对应内容写入指定单元格,不勾则跳过。
配置方法(不用数行列):先把共用参数全部清空,再对照 Excel 模板上实际有的表头逐项勾选——表格上有的就勾上,没有的就跳过。不需要逐项去数"第几列第几行",只要在 Excel 中点中要填内容的那个单元格,表格左上角的地址栏会自动显示它的列行地址(如 L2);把这个地址填进共用参数界面里对应字段的输入框即可。
可配置的通用字段包括:
| 字段 | 说明 |
|---|---|
| 客户名称 | 本专案所属客户 |
| 工件名称 | 工件的名称或零件号 |
| 工件编号 | 工件编号 |
| 工件材质 | 工件加工材料 |
| 工件尺寸 / 毛坯尺寸 | 工件最大外形或毛坯尺寸 |
| 模具编号 | 所属模具的编号 |
| 装夹方式 | 夹持方式描述 |
| 总工时 | 全部刀路加工时间汇总 |
| 伸出高度 | 刀具伸出夹持的高度 |
| NC 输出路径 | NC 文件的存放路径 |
| 员工姓名 | 编程员姓名 |
| 专案名称 | 当前专案的名称 |
| 专案路径 | 当前专案的文件路径 |
| 机床编号 | 使用的机床编号 |
| 定心方式 | 工件找正或定心方式 |
| 工件尺寸 X / Y / Z | 各方向最大尺寸 |
| 工件最小坐标 X / Y / Z | 各方向最小坐标值 |
| 工件最大坐标 X / Y / Z | 各方向最大坐标值 |
| 毛坯顶面 Z 最大值 | 毛坯顶部 Z 坐标值 |
| 工位名称 | 多工位时的工位标识 |
| 电极夹具 | 电极所用夹具名称 |
| 条形码 | 工件或程序单二维码位置 |
电极参数
电极参数仅对工件类型为电极的程序单有效,用于配置精公、中公、粗公专用字段的 Excel 单元格地址。以下字段各需分别配置精公(F)、中公(M)、粗公(R)三个值:
| 字段 | 说明 |
|---|---|
| 火花位 | 对应公差(精公/中公/粗公放电间隙),如精公火花位 -0.07 |
| 数量 | 精/中/粗公的数量 |
| 自动换刀程序名称 | 自动换刀模式下对应工位的 NC 程序名 |
| 检测尺寸 | 电极头本身的检测尺寸(即电极头的长与宽),区别于工件尺寸——工件尺寸是整个工件的最大外形尺寸 |
| 基准面 Z 值 | 基准面在 Z 方向的坐标值 |
| 电极数量 | 本套程序对应的电极总数 |
配置完成后到后期参数界面出一张程序单即可验证效果:上面会按本页所填位置,对应显示出精公的火花位、数量、自动换刀 NC 程序名、电极头检测尺寸(长×宽)以及基准面 Z 坐标。中公、粗公同理。
内容设置
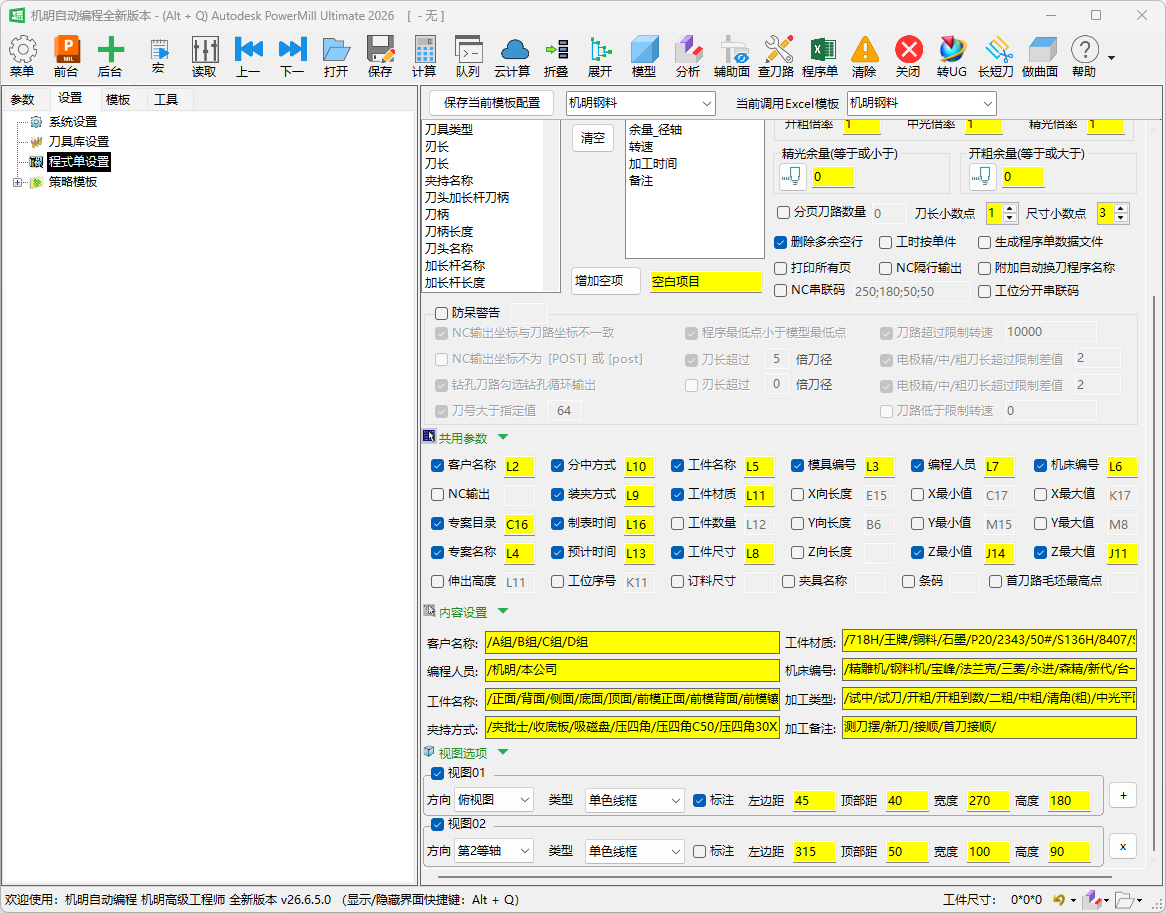
内容设置用于预置程序单各下拉字段的可选项内容,按本厂实际情况在各选项中填入对应内容即可,可根据自己的需求任意输入。例如在"工件材质"里把本厂常用的各种材料都列出来,之后在后期参数界面选用该程序单模板的同时,就能直接从下拉菜单里选所需内容显示到程序单上,无需每次手动输入。
可配置的下拉内容字段:
| 字段 | 示例内容 |
|---|---|
| 客户名称 | 各合作客户名称列表 |
| 工件名称 | 常见工件类型名称 |
| 工件材质 | S136、SKD61、铝料 等 |
| 装夹方式 | 机用平口钳、零点定位等 |
| 机床编号 | 各机床编号 |
| 员工姓名 | 编程员名单 |
| 加工类型 | 开粗、中光、精光等(自动编程时自动获取;手动程序单时可手动修改) |
| 备注 | 常用备注内容 |
视图选项

视图选项配置随程序单附图(模型截图)的显示方式。可添加多个视图组,每个视图组独立设置以下参数:
| 参数 | 说明 | 取值/默认 |
|---|---|---|
| 启用视图 | 勾选后此视图组生效,截图将插入 Excel 程序单。 | 勾选/不勾 |
| 视图方向 | 截图时模型的视角方向。 | 俯视图(常用)/ 仰视图 / 前视图 / 后视图 / 左视图 / 右视图 / 第1–4等轴 |
| 着色类型 | 截图的渲染方式。 | 单色线框 / 多色线框 / 单色阴影 / 普通阴影 / 多色阴影 |
| 标注尺寸 | 是否在视图截图上显示尺寸标注。 | 勾选/不勾 |
| 左边距 | 截图在 Excel 单元格内的左侧距离(距单元格左边缘)。 | 数值(像素/点) |
| 顶部距 | 截图在 Excel 单元格内的顶部距离(距单元格顶部边缘)。 | 数值(像素/点) |
| 图片宽度 | 插入 Excel 的截图宽度。 | 数值(像素/点) |
| 图片高度 | 插入 Excel 的截图高度。 | 数值(像素/点) |
视图选项里的图主要用于在程序单上直观展示工件模型。其中:视图方向常用俯视图、前视图和等轴视图;着色类型决定截图是线框还是实体着色,并决定是彩色还是单色(黑白)——以实体着色的彩色图最直观,若打印机为黑白或想省墨,可选用单色/线框样式;左边距 / 顶部距控制截取的模型图片与 Excel 单元格左边、顶部的距离,用来把图片摆正在表格中的预留位置上。
第一个视图组为默认视图。点击"+"可添加更多视图组,每个视图组的截图对应插入 Excel 模板中不同的图片位置。
着色与单色的含义(含两套界面的对应关系):早期界面用两个独立勾选项控制——"着色显示"勾上为彩色实体着色、不勾则为线框显示;"单色显示"再控制是彩色还是黑白:不勾为彩色显示、勾上则以黑白显示。当前版本(26.x)把这两项合并成单个"着色类型"下拉,含单色线框 / 多色线框 / 单色阴影 / 普通阴影 / 多色阴影五项,对应关系大致为:线框=旧"不勾着色显示",阴影=旧"勾着色显示";单色=旧"勾单色显示"(黑白),多色/普通=旧"不勾单色显示"(彩色)。两套界面的实际效果一致,选用时按需求选取即可。
自检警告
基础选项页面底部设有自检警告区域,用于在生成程序单时自动检测并标记异常情况。启用"自检警告"后,以下各条件均可单独勾选:
| 检测条件 | 说明 |
|---|---|
| NC 输出坐标与刀路坐标不一致 | 后处理输出的坐标系与刀路使用的坐标系不匹配时警告 |
| NC 输出坐标不为 [POST] 或 [post] | NC 输出坐标系标识不符合规范时警告 |
| 钻孔刀路勾选钻孔循环输出 | 钻孔刀路启用了循环输出时警告 |
| 程序最低点小于模型最低点 | 刀路最低 Z 值超出模型底部范围时警告 |
| 刀号大于指定值 | 刀具编号超出设定上限时警告(输入上限值) |
| 刀长超过(倍刀径) | 刀具伸出量超过指定倍刀径时警告(输入倍率) |
| 刃长超过(倍刀径) | 切削刃长超过指定倍刀径时警告(输入倍率) |
| 电极精/中/粗刀长超过限制差值 | 电极各公差等级刀长超过限制值时警告(输入限制差值) |
| 电极精/中/粗刃长超过限制差值 | 电极各公差等级刃长超过限制值时警告(输入限制差值) |
| 刀路超过限制转速 | 刀路转速超过设定上限时警告(输入上限值) |
| 刀路低于限制转速 | 刀路转速低于设定下限时警告(输入下限值) |
警告输出单元格:自检信息将写入此处指定的 Excel 单元格(填写单元格地址,如 A1)。
NC 串联码
| 参数 | 说明 |
|---|---|
| NC 串联码 | 勾选后在程序单中生成二维码,配合机明 NC 串联功能使用。需同时设置二维码的左边距、顶边距、宽度、高度(以像素/点为单位)。 |
| 工位分开串联码 | 按工位分页或分文件生成程序单时,为每个工位单独生成串联码;不勾选时多工位共用一个串联码。 |
提示与常见坑
- Excel 列顺序必须与已选参数顺序完全一致:若参数顺序与 Excel 模板列不对应,程序单内容会整体错位,且不会报错,排查困难。每次修改 Excel 模板后务必重新核对已选参数列表。
- 合并单元格一定要加空项:Excel 模板中凡是跨列合并的单元格,在已选参数对应位置必须插入空白项占位,否则后续各列内容全部左移错位。
- 多工位排列改为"合并显示"后,已选参数需重新配置:合并显示的参数格式与分开/分隔排列完全不同,切换后不能沿用旧配置。
- 模板文件路径:Excel 模板存放于软件安装目录下的"程序单"文件夹;新建模板时将现有文件复制重命名,修改内容后无需改动其他设置。
- 自检警告需指定输出单元格:若勾选了自检警告但未填写单元格地址,警告信息将无处输出,检测结果不可见。