策略模板
策略模板是保存有一套刀路默认参数的配置文件,与软件中的刀路策略类型一一对应。它有两个核心用途:
- 个性化默认参数:修改刀路参数界面中各策略的初始值,使软件打开刀路时直接呈现本厂习惯的参数,无需每次手动调整。
- 按加工类型快速切换:将不同材质或工艺对应的参数分别保存为多套命名模板(如淬火料模板、铝料模板),实际编程时在工件参数界面一键切换。
用途与适用场景
刀路加载出来时,界面上默认显示的那一套参数,正是由策略模板提供的。把常用参数预先写进模板后,加载刀路几乎不用再改、直接换模板即可,编程效率大幅提升。常见的应用场景:
- 修改刀路默认参数,例如将开粗的公差默认值改为
0.4、余量改为0.3。 - 针对某台机床不支持"修圆"的点分布方式,将对应策略的点分布参数统一改为其他选项并保存。
- 工厂同时加工淬火料和铝料,为两种材质分别配置一套策略模板,编程时只需切换模板即可适配不同工艺参数。
- 统一管理各刀路策略(开粗、二粗、中光、精光等)的标准参数,方便新员工直接调用无需逐条设置。
为什么要准备多套模板
很多工况都需要各自不同的一套刀路参数,靠多套命名模板可以一次配置、长期复用:
- 同一种料、不同模具大小:同样做模料工件,编大型模具时开粗余量需要留到 3~5 毫米;淬火(冷处理)后再次开粗时,余量和公差就要设小一些。配好两套模板后,加载刀路时直接换模板,几乎无需手动修改。
- 工件精度要求不同:加硬前与加硬后,开粗余量等参数本就应当不同。
- 机床档次不同:高速机与普通机的刀路参数、修圆等设置不一样,可各建一套。
- 材质不同:不同材质的加工方式不同,例如铝料开粗会用到旋风铣等功能,单独建模板更省事。
- 石墨电极不同力度:电极加工同样适用——按不同工件类型、不同石墨力度区分不同模板。
说明:能配置多少套策略模板与软件版本有关。基础功能只提供模料、电极同铜公、电极石墨等少数几套固定模板;进阶版本可按需要新增任意数量的命名模板,把不同类型细分成更多种类。
界面与核心概念
刀路策略与策略名称
- 刀路策略:下拉列表中可选的策略类型,与加工模块中的刀路策略类型一一对应,内容固定不可自定义。除了自己保存的策略外,下拉中还提供一批内置的库存策略,可直接选用并添加进模板,省去从零设置。
- 策略名称:保存时为这条策略设置的显示名称,可自定义。在刀路参数界面添加策略时即以此名称呈现。若多条策略需要按顺序排列,可在名称前加
1、2、3或A、B、C等前缀,软件会按字母或数字顺序排列。 - 管理已有策略:在文件夹树中选中某条策略后右键,可对其进行重命名、新建、删除等操作,便于增减模板中的刀路策略。
增加、改名与删除策略
某些工件类型需要的策略种类较多(如模架要用到大量钻孔、镗孔等策略),可参照软件自带模板,把策略补充齐全。以在开粗文件夹中新增一条"点孔"策略为例:
- 进入对应模块(如模料)的开粗文件夹,在刀路策略位置选择要添加的策略类型(如钻孔)。
- 在参数面板把该策略设置好,例如选用户自定义、每次点孔只点 1 毫米深、特征采用本身循环输出等。
- 输入一个新的策略名称(如
点孔),点击保存策略,文件夹下即自动生成这条新策略。
补充几个常用操作:
- 借用库存名称:保存时直接选用某个内置策略的现成名称(如"多重切削"),再点保存,也会按该名称新增出一条策略。
- 右键重命名 / 新建:在文件夹树中右键已有策略可重命名,也可右键新建一条策略。
- 删除多余策略:右键选中不需要的策略,直接删除即可。
同时保存参数
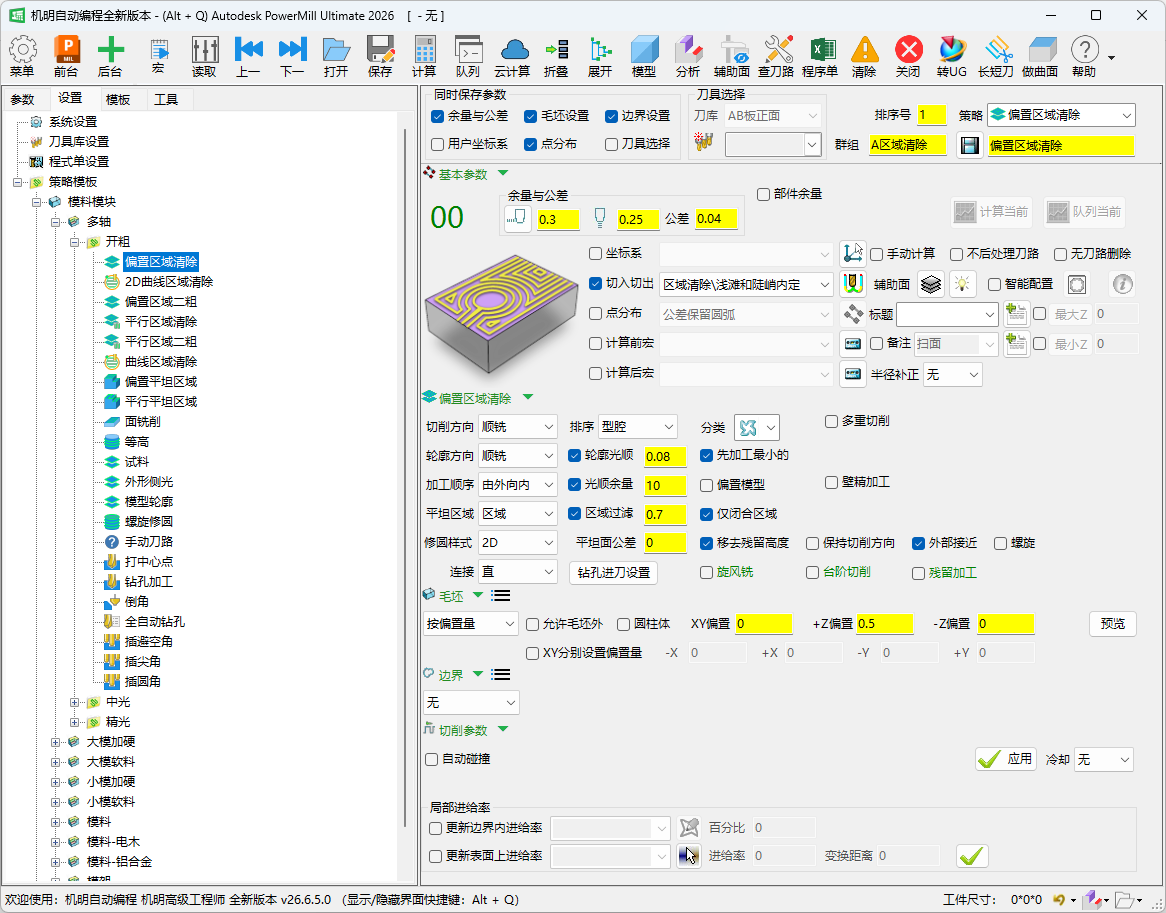
策略模板中的"同时保存参数"区域列出了可选择性保存的参数类别:
| 参数类别 | 说明 |
|---|---|
| 刀路余量与公差 | 保存当前策略设置的余量和公差值 |
| 毛坯设置 | 保存毛坯相关参数 |
| 边界设置 | 保存边界相关参数 |
| 用户坐标系 | 保存用户坐标系参数 |
| 点分布 | 保存点分布方式参数 |
| 刀具选择 | 保存刀具选择设置;只有勾选刀具一项时,才会把刀库和刀具的参数一并保存进模板 |
勾选某一类别,保存策略时才会将该类别的参数写入模板;不勾选则跳过,保留模板中此类别的原有值。这样可以精准控制每次保存覆盖的范围。例如只想更新某策略的余量和公差、不想动它绑定的刀具时,就只勾"刀路余量与公差"、不勾"刀具选择"。
模料模块策略模板
新建模板文件夹
- 在模料模块策略模板界面,在空白处右键单击,选择新建模板。
- 软件自动在所选位置创建带有开粗、中光、精光三个子文件夹的新模板文件夹。
- 右键选择重命名,将模板文件夹改为本厂需要的名称(如"淬火料模板"、"铝料模板")。
建议:直接复制软件自带的策略模板,重命名后在其基础上修改参数,比从空模板逐条新建更高效。自带模板还包含切入切出/连接、点分布、备注信息等额外文件夹,新建模板不会自动生成这些文件夹,可从自带模板下复制粘贴过来。
通过复制模板文件新建一套(保留原参数)
如果想在保留现有模板不变的前提下另起一套,可以直接复制模板文件来生成:
- 进入软件安装目录下的策略模板文件夹,再进入对应模块(如模料模块)。
- 选中要作为基础的那套模板,右键复制、再右键粘贴出一份副本。
- 将副本重命名为新的名称(如"新机床")。
- 关闭并重新打开软件,使新模板生效。
- 重新进入策略模板,对应模块下即可看到新增的这套模板,按需修改其中的策略与参数。
用这种方式可以按不同工件类型、不同机床、不同工艺组合出多套模板,加工不同类型时直接切换即可。
配置开粗策略(以模料模块为例)
- 在开粗文件夹中选择刀路策略(固定列表,如"偏置区域清除")。
- 在右侧参数面板设置好余量、公差、点分布等全部参数。
- 在"同时保存参数"区域勾选需要保存的参数类别。
- 输入策略名称(如
1-开粗)。 - 点击保存策略,策略条目即生成在开粗文件夹下。
按照同样步骤依次配置中光、精光策略。中光、二粗的配置步骤与开粗完全一致(选策略 → 设参数 → 勾选要保存的类别 → 命名 → 保存策略)。精光略有不同:精光文件夹下分为平面策略与曲面策略两类入口,曲面策略还可通过下拉菜单切换平行、等高等不同光刀方式,需分别设置后各自保存(详见下文电极模块"精光模块——平面策略与曲面策略",模料精光同理)。二粗则需注意策略名称不能与首粗重复(见下一节)。
关于二粗策略
二粗策略在刀路策略列表中仍选择与首粗相同的策略类型(如偏置区域清除),但策略名称必须修改为不同于首粗的名称(如 2-二粗)。若策略名称与已有条目重复,点击保存后只会覆盖现有条目而不会新增,导致无法生成独立的二粗刀路。
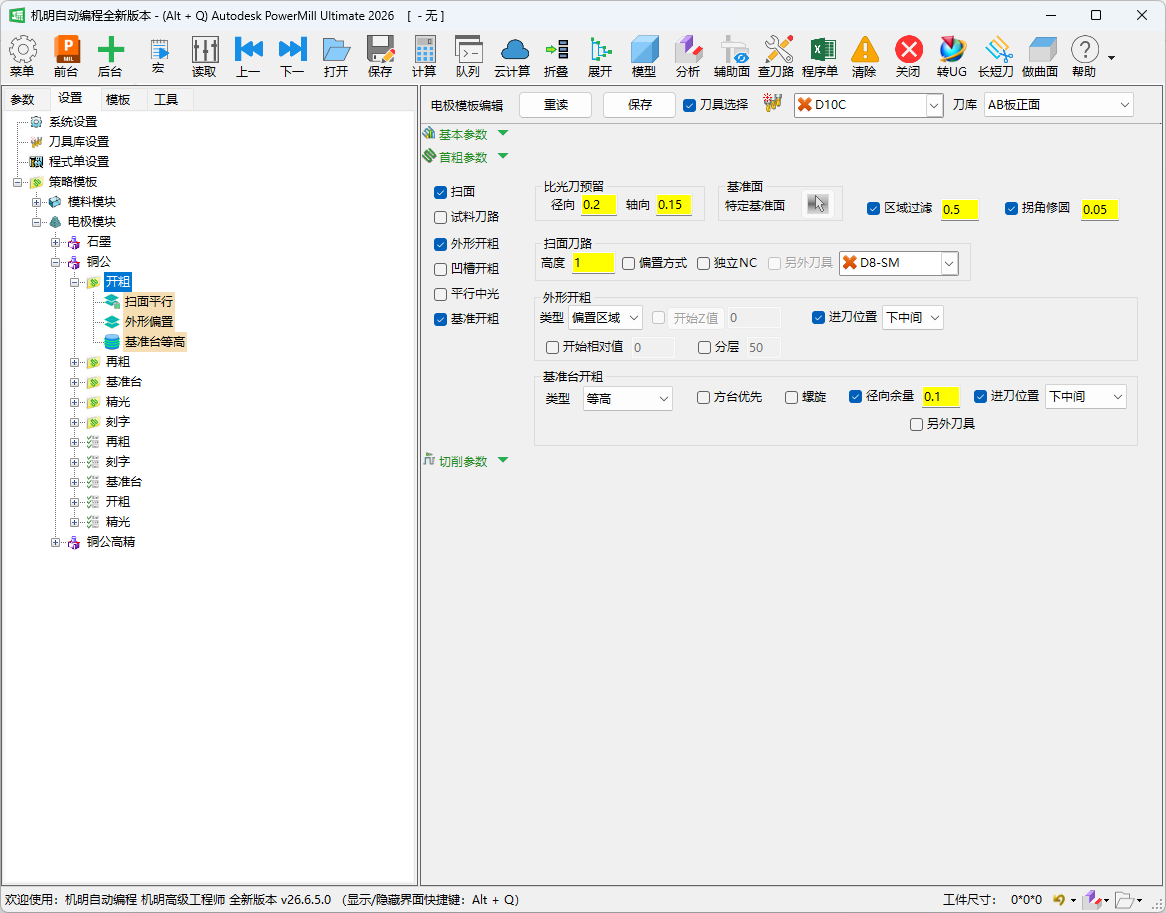
电极模块策略模板
电极模块策略模板与模料模块逻辑相同,以下为电极模块特有的注意事项:
开粗文件夹层级参数
开粗文件夹根级界面上的参数(如扫面勾选等)是该文件夹下所有刀路策略的共用参数,修改后对文件夹内每条策略均生效。若需单独修改某一条策略的参数,需进入该策略的子条目界面修改后保存。
精光模块——平面策略与曲面策略
精光文件夹根级界面上包含平面策略和曲面策略两类入口:
- 勾选平面策略可修改其默认参数,保存后可取消勾选使其在界面中隐藏,但参数仍已保存。
- 曲面策略点开下拉菜单可切换到平行、等高等不同的曲面光刀策略,对每种策略分别修改后保存。
精光文件夹根级界面上的 R 面预留、区域过滤、Z 最大/最小值、毛坯和边界等参数,为精光文件夹下所有策略的共用参数:修改其中一项,其余精光策略会同步变化。若只想改某一条,进入该策略子条目单独修改。
修改默认参数(作用一)
以将某刀路策略的余量与公差默认值改为 余量 0.3 / 公差 0.4 为例:
- 打开策略模板,找到对应模块(模料或电极)的对应策略文件夹(如开粗)。
- 在刀路策略下拉菜单中选择目标策略。
- 在参数面板中将余量修改为
0.3,公差修改为0.4。 - 在"同时保存参数"中勾选刀路余量与公差。
- 点击保存策略。
完成后,在刀路参数界面添加此策略时,默认显示的余量与公差即为 0.3 / 0.4。其他参数(如点分布)同理操作。
可被预设的不仅是余量、公差,边界、刀具等也能一并指定好再保存。例如把某精光(平行)策略的默认边界预设为"余胶面",保存后每次加载该策略时边界就默认是余胶面,免去每次手动指定。设置完成后回到工件参数,切换到对应模块与模板,加载刀路即可看到默认参数已按预设呈现,大大减少逐条修改参数的操作。
配置多材质模板(作用二)
针对多种加工类型(如淬火料、铝料)各配置一套策略模板,步骤:
- 按照"新建模板文件夹"步骤,分别为淬火料和铝料各创建一套命名模板。
- 为每套模板分别配置开粗、中光、精光等策略的参数。
- 编程时,在工件参数界面的策略模板下拉中切换到对应材质的模板,所有刀路默认参数即自动切换为该模板预设值。
智能参数:按工件自动取值的模板
普通策略模板的参数是固定的一套预设值,加载哪个工件都是同样的数字。智能参数则更进一步:在策略模板里写入加工工艺规则,让模板能够针对当前工件的特征类型自动调整刀路参数,得到适合该工件的一套参数,而不再是千篇一律。这样一来,传统模板"通用性不强、一换工件就要重调"的短板就被补上了。
它能解决什么问题
以一副手机套模具为例,里面可能有六个不同的图档(前模、不同型腔等)。传统做法要么逐个手动建刀路,要么套用同一个模板再逐处修改,既慢又依赖经验。用智能参数模板,可以用一套模板覆盖这多种类型,无需手动逐条建刀路,算出来的刀路后期也很少需要人为修改。
参数怎么自动取值
智能参数获取工况的方式主要有两种:
- 扫描模型自动获取:软件分析工件模型,自动判断特征并取用对应参数。
- 向导逐项交互:加载模板时,软件按提示一步步询问,编程员按实际情况选择,模板据此填入参数。
以向导方式加载一个工件为例,常见的交互大致是这样:
- 建立坐标系:模型导入后位置往往不是想要的,按提示选择基准面、再选一条边确定长边方向,软件自动把工件摆正到坐标系。
- 逐项回答工艺问题:软件依次提示是否允许毛坯内开粗、外形是否避空、光刀边界选哪个面(如选胶位面生成边界并适当缩放)、胶位保护面选哪些、有无凸管位/凹管位、是否需要省刀(如胶位省刀 3 毫米)、胶位中光与光刀的余量(如中光
0.3、光刀0.2)、整位面及余量、分型骨面、流道、整位清角等。 - 没有的项直接选"否":凡是当前工件用不到的特征,按提示选"否"跳过即可;用得到的就选面或填值。
- 自动排队计算:一个工件回答完,模板会自动把刀路放到后台并切换到下一个图档,继续按提示加载。六个图档依次回答完,软件统一计算,整副模具的刀路即编排完成。
要点:智能参数模板把工艺判断"内置"进了向导。编程员只需对照模型按提示选择,软件就会自动套用预设好的优化刀路与参数。
带来的好处
- 进一步提升编程效率:相比手动建模板或其他做法,编排速度再上一个台阶。
- 降低技术门槛:工艺规则已写进模板,按向导提示操作即可,对加工工艺不熟悉的人也能完成编程。
- 统一工艺、保证质量:模板按工厂最优化刀路制定,避免无效或浪费时间的刀路,每个人做出的结果都遵循同一套优化标准,加工质量与安全性更有保障。
- 便于管理与培训:工艺与刀具库信息以数据库形式统一保存,方便厂内统一工艺、开展内部培训。
策略模板文件存储位置
策略模板文件保存在软件安装目录下的策略模板文件夹中,并按模块再分为 策略模板\模料模块\ 与 策略模板\电极模块\ 两类。通过软件界面新建的模料策略模板,在对应子文件夹下会生成 开粗、中光、精光 三个文件夹;切入切出和连接、点分布、备注信息等额外文件夹需从自带模板手动复制。
每条策略保存为一个独立文件,文件名即策略名称:模料策略模板扩展名为 .jmmtp,电极策略模板扩展名为 .jmetp。这两类均为二进制格式文件,不能用文本编辑器直接打开修改,应始终通过软件界面进行编辑和保存。
提示与常见坑
- 二粗策略名称不能与首粗相同:同名策略保存时会覆盖而非新增,务必为二粗指定独立名称。
- "同时保存参数"的勾选很关键:若忘记勾选对应类别,该类别的参数修改不会被保存到模板,下次调用时仍显示旧值。
- 推荐复制自带模板再修改:自带模板已包含完整的文件夹结构(含切入切出、点分布等),无需逐条新建,也方便通过保存/删除增减刀路策略。
- 电极精光文件夹的曲面策略下拉:刚打开时通常只显示平行一种策略,其他策略需点击下拉菜单才能看到。
- 精光共用参数作用范围广:修改精光文件夹根级的共用参数(R面预留、毛坯、边界等),所有精光策略均会同步变化;若只想改某一条,进入该策略子条目单独修改。
- 命名加前缀有助于排列顺序:在策略名称前加
1/2或A/B,策略列表将按字母或数字顺序排列,便于快速定位。 - 直接复制模板文件后要重启软件:在安装目录复制粘贴出一套新模板后,需关闭并重新打开软件,新模板才会出现在界面中。
- 可建模板套数与版本有关:基础功能只提供少数几套固定模板,进阶版本才支持按需新增任意数量的命名模板。