刀具库设置
本节点含两个页签(与软件一致):
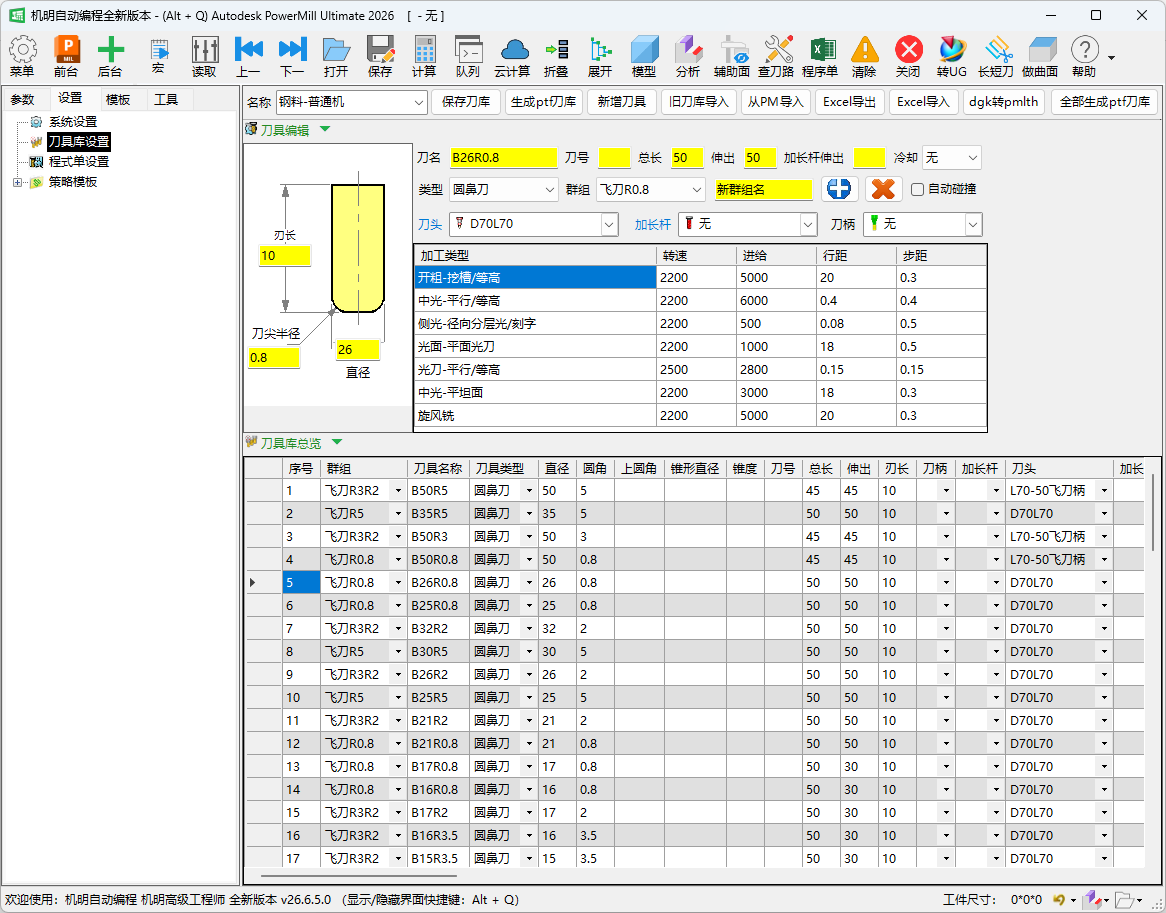
刀具库设置是机明系统的刀具数据管理中心,以表格形式集中存储所有刀具的几何参数、装配信息以及各加工策略类型(开粗、中光、侧光、光面、光刀、中光平面、旋风铣)下的切削参数。加载刀路时,机明自动从刀具库中读取对应刀具的切削参数,无需逐条手动填写。
用途与适用场景
- 预先录入常用刀具的几何参数和切削参数,实现刀路加载时的参数自动填充。
- 通过群组对刀具进行分类管理,便于不同工艺类型或不同加工对象的刀具分别维护。
- 通过 Excel 导入/导出功能,在机明刀具库与外部刀具管理表格之间批量同步数据。
- 配合服务器同步功能,实现多机台统一使用同一份标准刀具库。
创建、保存与生效
刀具库以「刀库」为单位管理。在刀库名称处可以新建一个空白刀库,或选择一个已有刀库进行编辑。同一套机明里可以维护多个刀库(例如不同车间、不同机床各一套),编程时挑选要用的那一套即可。
刀具库的内容改动并不是"边改边生效"的,而是要经过"保存—生成—生效"三步,理解这条流程能避免改了半天却发现刀路读到的还是旧参数:
- 保存刀库:把当前对刀具参数、群组、装配等所有改动落盘保存下来。无论是新增刀具、Excel 导入还是修改已有刀具,改完都要先保存。
- 生成刀库台账:保存后再执行一次"生成",机明会据此刷新可供刀路与程序单调用的刀库台账(旧版以 PDF 形式生成,俗称"生成 PDF 刀库")。刀库的任何变更,都要重新生成一次才算正式登记。
- 重启生效:生成完成后,建议重启一次机明,新的刀库内容才会在后续加载刀路、出程序单时被完整读取。
简记口诀:改完先"保存刀库",再"生成",最后重启软件。漏掉"生成"这一步,是刀路读不到新刀具/新参数最常见的原因。
导入旧版刀库
如果以前在旧版机明里已经建好整套刀具库,不必在新版里从零重建、逐把重新输参数——可用旧刀库导入功能,把旧版刀库直接导进来使用。
- 旧版机明刀库的文件后缀为
.mdb。 - 导入后同样要执行"保存刀库 → 生成 → 重启"流程,新导入的刀具才会正式登记生效。
这是新旧版本之间迁移刀具数据最省事的方式;与 Excel 导入相比,旧刀库导入针对的是旧版机明自己的
.mdb刀库文件,无需先转成 Excel。
刀具基本信息
描述刀具本身的几何形态与标识信息。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 序号 | 刀具在当前群组中的排列序号,只读,由系统自动生成。 | 整数(只读) | 可通过拖拽行标题调整刀具顺序,序号随之更新。 |
| 群组 | 刀具所属的分组名称,用于将刀具按工艺或工件类型进行归类管理。 | 下拉选择(可编辑) | 同一群组内的刀具在加载时作为一个集合使用;通过右键菜单可删除指定群组名称。 |
| 刀具名称 | 刀具的标识名称,直接显示在机明刀路参数界面的刀具选择列表中。 | 文本 | 名称应具有辨识度,便于在编程时快速选取正确刀具。 |
| 刀具类型 | 刀具的类型分类,决定几何参数的计算方式与切削策略的适用性。 | 下拉选择(平底刀/球头刀/圆鼻刀/锥度球铣刀/锥度端铣刀/钻头/攻丝/螺纹铣/燕尾刀/桶形刀/圆角盘铣刀/偏心圆角端铣刀) | 类型选择后,不适用的几何参数列将自动禁用。 |
| 直径 | 刀具的切削直径(D 值)。 | 数值(mm) | 圆鼻刀、锥度类刀具此处为最大切削直径。 |
| 圆角 | 刀具底部的圆角半径(R 值)。 | 数值(mm) | 平底刀为 0;球头刀等于半径;圆鼻刀为实际圆角值。 |
| 上圆角 | 桶形刀等特殊刀具顶部的圆角半径。 | 数值(mm) | 仅适用于桶形刀等具有上圆角的刀具类型,其余类型此列禁用。 |
| 锥形直径 | 锥度刀具刀尖处的直径(小端直径)。 | 数值(mm) | 仅锥度端铣刀、锥度球铣刀等锥形刀具适用。 |
| 锥度 | 刀具锥形部分的锥度角度值。 | 数值(°) | 与"锥形直径"配合定义锥度刀具的形状。 |
| 刀号 | 机床刀库中对应的刀具编号,后处理输出 NC 时使用此编号调用换刀指令。 | 整数 | 需与实际机床刀库的刀号一致,避免调错刀。自动换刀(带刀库的机床)必须正确填写;手动换刀时可不填。 |
| 备注 | 刀具的自由文本备注信息。 | 文本(可为空) | 可记录刀具品牌、材质、使用场合等附加说明。 |
刀具装配信息
描述刀具在机床主轴上的实际装配状态,用于碰撞检测与刀具悬伸计算。
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 总长 | 刀具从刀柄端面到刀尖的总长度,由软件根据各装配部件自动计算,只读。 | 数值(mm,只读) | 总长 = 各部件长度之和,不可手动修改。 |
| 伸出 | 刀具从夹头端面伸出的有效长度,由软件自动计算,只读。 | 数值(mm,只读) | 伸出量过短可能导致加工深度不足或刀柄碰撞。 |
| 刃长 | 刀具切削刃的有效长度。 | 数值(mm) | 影响刀路中侧面铣削的最大可用切削深度。 |
| 刀柄 | 刀具除刀刃外可夹持部分对应的刀柄型号,从系统预设的刀柄库中选取。常见有带斜长(锥形过渡)和直身两类。 | 下拉选择(来自刀柄库) | 刀柄选择影响总长与伸出量的计算;未配置刀柄库时下拉列表为空。 |
| 加长杆 | 刀具使用的加长杆型号,从系统预设的加长杆库中选取。用于较深的加工位置,通过延长刀具长度让刀够得到深腔底部。 | 下拉选择(来自加长杆库,可为空) | 深腔加工时需要加长杆;无加长杆时留空。 |
| 刀头 | 刀具夹头(刀头型号),从系统预设的刀头库中选取。刀头应按实际尺寸创建,否则会影响装配长度与碰撞计算。 | 下拉选择(来自刀头库,可为空) | 可换刀头类刀具系统适用;不使用可换刀头时留空。 |
| 加长杆长度 | 所选加长杆的实际伸出长度,用于精确计算装配后的总长与伸出量。 | 数值(mm) | 与"加长杆"型号配合使用;未选择加长杆时此列禁用。 |
| 碰撞 | 勾选后启用刀具自动碰撞功能,机明在生成刀路时按刀具的装配长度(夹持/刀长设置)直接参与计算,自动限制加工深度,避免刀柄、加长杆撞到工件。 | 勾选/不勾 | 开启碰撞检测会增加刀路计算时间,但能有效防止刀柄或加长杆碰撞工件;其判断依赖装配尺寸是否与实物一致。做长短刀分段加工时,长短两条刀路都应勾选此项,机明才能按各自伸出长度算出可达深度。 |
| 安全刀长 | 刀具在不发生碰撞前提下的安全总长度参考值。 | 数值(mm,可为空) | 辅助碰撞检测的参考阈值;具体碰撞判断以装配尺寸为准。 |
| 安全刃长 | 刀具在不发生碰撞前提下的安全切削刃长度参考值。 | 数值(mm,可为空) | 用于评估刀具能否完整覆盖指定切削深度。 |
| 冷却 | 加工该刀具时机床主轴/切削区域的冷却方式。 | 下拉选择(无/标准/液体/雾状/水冷/风冷/经主轴/双冷) | 后处理根据此设置输出对应的冷却指令(M 代码)。 |
| 阀值 | 刀具使用的阈值参数,用于特定刀路策略下的参数判断。 | 数值(可为空) | 具体含义取决于所配合的刀路策略,不确定时可留空。 |
| 修圆 | 刀具路径修圆参数,控制刀路转角处的过渡圆弧大小。 | 数值(mm,可为空) | 较小值使刀路保持原始形状;较大值使转角更平滑,适合高速加工。 |
| 寿命 | 刀具的使用寿命或剩余使用次数,用于刀具寿命管理。 | 数值(可为空) | 需配合外部刀具管理流程使用;机明本身不自动扣减此数值。 |
切削参数(按策略类型)
每把刀具针对以下七种加工策略类型分别存储一组独立的切削参数。加载刀路时,机明根据当前刀路所属的策略类型,自动读取对应组的切削参数。
策略类型:开粗、中光、侧光、光面、光刀、中光平面、旋风铣
每种策略类型包含以下四个切削参数:
| 参数 | 说明 | 取值/默认 | 备注 |
|---|---|---|---|
| 转速 | 该策略类型下刀具的主轴转速。 | 数值(rpm) | 根据刀具材质、工件材料和加工余量综合设定。 |
| 进给 | 该策略类型下刀具的切削进给率(横向进给速度)。 | 数值(mm/min) | 与转速和每齿进给量对应;过高进给可能导致断刀。 |
| 行距 | 该策略类型下相邻刀路之间的步距(水平方向)。 | 数值(mm) | 此处按绝对毫米值填写,不支持"%直径"百分比写法;光刀类策略行距通常较小以保证表面粗糙度。 |
| 步距 | 该策略类型下每刀的切削深度(轴向层深)。 | 数值(mm) | 按绝对毫米值填写;开粗步距通常较大,光刀/中光步距较小以保证精度。 |
操作步骤
添加新刀具
- 在刀具库表格空白行的群组列选择或输入群组名称,确定刀具所属分类。
- 填写刀具名称、刀具类型、直径、圆角等基本几何参数。
- 根据实际装配配置,选择刀柄、加长杆(可选),填写刃长及各装配长度。
- 在各策略类型列(开粗、中光等)分别填写对应的转速、进给、行距、步距。
- 数据填写完成后,切换至其他行或保存,新刀具信息自动写入刀具库。
右键管理操作
在表格中右键点击可执行以下操作:
| 操作 | 说明 |
|---|---|
| 插入新刀具 | 在当前行上方插入一空白刀具行。 |
| 删除选中行 | 删除当前选中的一行或多行刀具记录。 |
| 删除全部行 | 清空当前刀具库中所有刀具记录,操作不可撤销,执行前请确认已备份。 |
| 复制数据 | 复制选中单元格或行的数据到剪贴板。 |
| 粘贴数据 | 将剪贴板中的数据粘贴至当前选中位置,可用于批量填写相同参数。 |
| 删除选中群组名称 | 删除当前选中刀具所属的群组标识,刀具记录保留但不再归属该群组。 |
| 全选/取消全选 | 快速选中或取消选中表格中的所有刀具行,配合删除或导出操作使用。 |
调整刀具顺序
拖拽行号(最左侧的序号列区域)可重新排列刀具顺序,释放后顺序立即生效,序号自动更新。
Excel 导入与导出
- 导出:将当前刀具库全部数据导出为
.xls格式的 Excel 文件,包含所有列的表头与数据,可在 Excel 中进行批量编辑。 - 导入:从 Excel 文件(
.xls或.xlsx)中读取刀具数据导入刀具库。Excel 文件格式须与导出格式一致:第 1 行为表头,数据从第 2 行起,共 53 列(A 列至 AZ 列),遇到 C 列(刀具名称列)为空的行时停止读取。导入采用整体替换方式:会先清空当前刀具库的全部记录,再写入 Excel 中的内容,并非按刀具名称逐条比对、覆盖或追加。因此导入前若需保留现有刀具数据,请先用"导出"功能备份。
批量改刀名 / 合并刀库
机明随软件自带一套钻孔用的标准刀库(钻桶刀库),里面的麻花钻、碰水钻、粉末冶金钻、铰刀等钻头默认以 Q 开头命名(如 Q3、Q6.8)。这套命名已与全自动钻孔的内置工艺相互对应,正常使用无需改名。只有当现场习惯的刀名规则与默认不同,或需要把多套刀库合并到一起时,才需要做下面的批量处理。
批量替换刀名(最快做法)
逐行手动改名效率很低。要把某一类刀的命名前缀整体替换(例如把所有 Q 开头的钻头改成 V 开头),用"导出 Excel → 整列替换 → 导入"最快:
- 用导出功能把当前刀具库导出为 Excel。
- 在 Excel 中选中"刀具名称"整列,用 Excel 的"查找—替换"把前缀一次性替换(如把
Q替换为V),核对替换结果无误。 - 用导入功能把改好的 Excel 导回刀具库(导入为整体替换,导回后即以新刀名为准)。
提示:改名前先用"导出"备份一份原始刀库;导入会清空并整体覆盖现有记录,万一替换出错可用备份恢复。
合并两套刀库
要把一套刀库中的钻孔刀(或其他刀具)并入另一套刀库时:
- 分别用导出功能,把"原刀库"和"目标刀库"各导出成一个 Excel。
- 在 Excel 中,把原刀库里需要的刀具行(如钻孔刀段)复制到目标刀库 Excel 的数据区末尾。
- 合并时若担心有重名或重复刀具,可借助 Excel 的"删除重复项"功能,按刀具名称列排查并剔除重复行。
- 整理好后,用导入功能把合并后的 Excel 导入目标刀库。
提示:合并同样会整体替换目标刀库,操作前请确认两套 Excel 的列顺序一致(均以系统导出的格式为模板),并先备份。
关于显示自定义刀名:即便刀具库里仍用默认刀名,也可以在程序单上显示现场习惯的名称——在程序单设置中把"刀具名称"这一列改为输出"刀具备注"的内容,即可让程序单按备注列显示自定义名称,而不必改动刀具库本身。详见程序单设置。
编程时快速调整刀具装配
刀具库里存的是每把刀的"标准装配"。但编复杂模具时,常常会因为工艺、机床或刀头实际情况,需要在编程途中临时调整某条(或某几条)刀路所用刀具的刀头、加长杆、刀柄、伸出长度、刃长等,以求得最佳的加工长度。过去只能退回刀具库逐项改参数和名称,既繁琐又容易出错。机明为此提供了可视化的快速调整方式:直接在刀路(策略)一侧就能看到并修改当前刀具的装配,不必每次都回到刀具库。
可视化查看与修改装配
- 选中要调整的某条刀路(策略),勾选其刀具设置,下方即展开当前刀具的装配项:刀头、加长杆、刀柄、伸出长度、刃长等。
- 直接在这里更换刀头、加长杆,或修改加长杆长度、伸出长度、刃长(用了刀柄时还可改刃长)。
- 把鼠标移到刀头或加长杆项上,会预览出该部件的实际形状与参数,便于核对选得对不对。
- 刀头与加长杆可按实际需要任意组合装配,组合方式没有限制。
这种调整是针对当前刀路(策略)所用刀具的临时装配;它与刀具库里那把刀的标准装配是两回事,便于在编程现场按工况灵活变更。
批量调整多条刀路的刀具装配
要把同一种装配(刀头、加长杆、刀柄等)一次性套到多条刀路上,有两种做法:
做法一:在刀路(策略)一侧批量套用
- 先把目标刀路的第一条调好(设好刀头、加长杆、刀柄等)。
- 按住 Shift 键连选要统一的多条刀路(如第 1~4 条),保持 Shift 不松,再点回作为模板的那一条。
- 右键选择批量设置 → 刀具设置。其余几条刀路的刀头、加长杆、刀柄等装配参数即统一变成模板那条的设置。
做法二:在工具箱里批量编辑刀具
- 进入工具箱页面,点击批量编辑刀具,再点读取,把当前所有刀具读取进来。
- 选中要改的若干把刀,右键对其刀头、加长杆、刀柄等进行修改。
- 修改完成后,必须点击修改按钮,改动才会真正生效。
批量更改多条刀路所用的刀具
如果是要把多条刀路换成同一把刀(而不仅是改装配),同样按住 Shift 连选这几条刀路,再选择要换用的刀具,这几条刀路就会同时换成该刀具。
创建长短刀(深腔分段加工)
编深腔模具时常用"长短刀"配合:先用短刀加工浅处、再用长刀够深处,兼顾刚性与可达性。在两条策略上分别配置即可:
- 短刀那条:设好刀头与刀具的伸出总长度后,务必勾选"自动碰撞"。只有勾上自动碰撞,机明才会按这把刀的实际装配长度算出它能加工到的最深深度,避免刀柄、加长杆撞到工件。
- 长刀那条:换上更长的伸出总长度(如改成 40),同样勾选"自动碰撞"——因为加工深度可能超过该长度,需要由碰撞计算约束住长刀实际能到达的位置。
- 再配合残留边界,让长刀参考上一把(短刀)已加工过的区域,只补加工短刀够不到的更深部位,从而得到合理的长短刀分工。
长短刀的关键是两条策略都开"自动碰撞":短刀靠它限定加工范围,长刀靠它把伸出长度对应的可达深度算准;少勾任意一条都可能让深度失控或发生碰撞。
夹持配置(按机床 / 刀径过滤刀头)
刀头库中往往存有大量刀头型号,编程选刀头时容易在长长的列表里选错。夹持配置用于把刀头与具体机床、刀径关联起来:配置好之后,选刀头时会只显示当前机床、当前刀径下真正装得上的刀头,列表大幅缩短(例如 ø3 的刀只剩下少数几个可选,ø12 的刀只剩两三个),既快又不易选错。
配置方法
- 打开夹持设置,新建一个配置名(按车间或一组机床来命名,便于区分)。
- 在配置中按机床类型或机床编号把要管理的机床逐台添加进来。
- 添加机床后,执行"提取刀头信息",把刀头库中现有的刀头读入该配置,然后保存。
- 针对每一台机床,逐台设定其最小装刀直径和最大装刀直径,并勾选这台机床上可以装用的刀头。
这样配置完成后,编程选刀头时系统会按"当前机床 + 当前刀径"自动过滤,只列出符合装夹条件的刀头。
配置示例
不同机床、不同刀径段对应的可装刀头不同,按实际装夹情况分段设置即可。例如:
| 机床类型 | 刀径段 | 可装刀头(示例) |
|---|---|---|
| 精雕机 | ø0 – ø3.9 | 对应小刀径刀头 |
| 精雕机 | ø4 – ø16 | 对应该段刀头 |
| 加工中心(BT40) | ø3 – ø15 | 装 28 号刀头 |
| 加工中心(BT40) | ø6 – ø15 | 装 35 号刀头 |
| 加工中心(BT40) | ø15.1 – ø35 | 装 50 号刀头 |
| 加工中心(BT40) | ø49.9 – ø50.1(ø50 开粗) | 装 50 号刀头 |
上表仅为说明分段方式的示例,实际刀径段和刀头型号请按本厂机床的真实装夹能力填写。
共享与备份
夹持配置保存为独立的配置文件,存放在机明安装目录下的「更强工具\夹持配置」文件夹中。把该文件夹里的配置文件拷贝给其他机台或同事,即可让多台机器共用同一套夹持规则,无需逐台重新配置。
提示与常见坑
- 切削参数按策略类型独立存储:同一把刀具的开粗参数与光刀参数完全分开,填写时注意切换到对应的策略列,避免填错栏位。
- 刀具名称决定刀路参数界面的显示:刀具名称在编程时直接出现在下拉选择列表中,建议命名规则统一(如"D10R0"或"球头D6R3"),便于快速识别。
- 装配参数影响碰撞检测结果:刀柄、加长杆、刀头选择错误会导致总长与伸出量计算偏差,进而影响碰撞检测的准确性,请务必与实际装配状态一致。
- "删除全部行"操作不可撤销:执行前建议先通过 Excel 导出功能备份当前刀具库数据。
- 群组为空时刀具仍可使用:刀具不必须归属某个群组,群组为空时刀具照常出现在选择列表中;但归组后更便于在多工艺场景中筛选管理。
- Excel 导入须严格对应列顺序:导入的 Excel 文件列顺序必须与系统导出格式完全一致,列错位将导致参数写入错误列;建议以系统导出的文件为模板进行编辑后再导入。
- 改完务必"保存 + 生成":新增、修改、导入刀具后只在界面里看到改动是不够的,必须执行"保存刀库 → 生成",刀路与程序单才能读到新内容,必要时重启机明;这是改了参数却不生效的最常见原因。
- 用下拉快速替换装配件:刀柄、加长杆、刀头都通过下拉选择,换装配件时直接在对应列下拉切换即可,配合右键的多选可对一批刀具做快速替换,不必逐把重输。
- 临时改装配不必回刀具库:编程途中要单独调某条刀路的刀头/加长杆/伸出长度时,直接在刀路一侧勾选刀具设置就地改即可(鼠标移到部件上还能预览形状),无需退回刀具库逐项改参数与名称。详见上文"编程时快速调整刀具装配"。