参数配置·路径设置
「路径设置」这一组集中设定软件读写各类文件的路径。
| 设置项 | 作用 |
|---|---|
| 起始路径(+ 浏览) | 每次打开软件时默认定位到的文件夹,通常设成平时存放 NC 的路径,省去每次手动翻目录 |
| 串联输出(+ 浏览) | 总 NC / 子 NC 的输出目录 |
| 列表保存(+ 浏览) | 把当前串联列表存成 .jmncl 文件,便于下次重载、复现这一批串联 |
| 后处理名 | 同时配了多种后处理时,在此填后处理名称,软件会自动找到该后处理生成的 NC |
| 限定工位 | 把不同工位的 NC 放在不同文件夹时,在此指定只处理某个工位,省去手动逐个挑选 |
各路径的设置说明
- 起始路径:决定每次打开软件后默认停在哪个文件夹。把它指向平时放 NC 的目录,开软件就直接定位过去,不用每次重新找。
- 串联输出:控制串联结果存到哪里。
- 不勾选时,串联出来的 NC 输出到与源 NC 相同的路径。
- 勾选后,串联结果单独输出到这里指定的路径下。
- 后处理名:当一台机床同时配了多种后处理(例如同时有"木雕""新代"等多种),把要串联的那一种后处理名称填到这里,软件就会按这个名称自动找到对应后处理生成的 NC——填"木雕"就找木雕的 NC,填"新代"就找新代的 NC。
- 什么时候不用勾选后处理名:如果自动换刀和手动换刀的 NC 是由同一种后处理一起生成、放在同一个文件夹里,就不必勾选——软件会自动识别并跳过其中的自动换刀程序,只串联手动换刀的部分。
- 限定工位:当不同工位(如正面、反面)的 NC 分别放在各自的文件夹里时,勾选并指定工位名称,软件就只读取该工位文件夹里的 NC。好处是不同工位互不干扰、挑选方便;反之若所有工位的 NC 全堆在一个文件夹里,虽然也能用,但每次都得手动把属于本工位的那几个程序逐个选出来,既费事又容易漏选或多选,因此不推荐。
NC 文件夹的正确摆放
软件靠每批 NC 旁边的程序单数据文件来识别这批程序属于哪个工位、按什么顺序串联。无论上面的路径怎么设,前提都是这个数据文件存在、且摆在正确位置——位置不对,软件就只能识别到部分程序、甚至完全找不到。
核心规则:程序单数据文件要和 NC 程序处在同一层、并排的关系(让它随后处理自动生成在 NC 所在的文件夹里),不要塞进更深的子文件夹。
常见情形对照:
| 摆放方式 | 是否可用 | 说明 |
|---|---|---|
| 没有程序单数据文件 | 不行 | 必须先让后处理生成这个数据文件,否则无法串联 |
| 数据文件被放进最里层 / 某个子文件夹 | 不行 | 把它配置成自动生成在与 NC 并排的文件夹即可 |
| 所有工位的 NC 全堆在一个文件夹 | 可用但不推荐 | 串联时要手动逐个挑出本工位的程序,费事且易漏选、多选 |
| 同工件不分开(粗加工、精加工与数据文件放在一起) | 可用但不推荐 | 同样需要手动挑选 |
| 同工件分粗、精加工文件夹,数据文件却放进了精加工子文件夹 | 不行 | 这样只能识别到精加工那一份;把数据文件配置成与粗、精加工文件夹并排自动生成 |
| 同工件分粗、精加工文件夹,数据文件与两者并排 | 正确 | 推荐做法 |
| 不同工位分文件夹,并配合「限定工位」 | 正确 | 各工位互不干扰、挑选方便 |
提示:自动换刀程序无需单独处理,软件在串联时会自动忽略;真正需要串联的是手动换刀的程序。把一套设置调好后保存成模板,以后同类工件直接套用即可。
扫码 NC 路径修正
勾选「扫码 NC 路径修正」后,填「参考路径」和「修正路径」:扫码定位 NC 时,软件会把 NC 路径里的「参考路径」这一段替换成「修正路径」。只有用扫码枪定位 NC、且编程电脑与串联电脑看到的 NC 路径不一致时,才需要设置这一项。
为什么需要它:程序单里记录的 NC 路径,是在编程电脑上做后处理生成程序单时写进去的,指向编程电脑本机;而串联用的往往是另一台电脑,它访问同一份 NC 的路径前半段和编程电脑对不上,直接扫码就打不开文件。路径修正就是把扫出来的路径前半段,换成串联电脑实际能访问的那一段。
怎么填(通用诀窍):拿同一份 NC 在两台电脑上的完整路径作对比,省去后面完全相同的部分,只看前面不同的那一段——把编程电脑那段填进「参考路径」,把串联电脑那段填进「修正路径」。下面按三种常见场景说明,第四种用「增加网络路径」可免去路径修正。
场景一:NC 后处理就在编程电脑本机
- 编程电脑(后处理出来、没移动过的文件夹):
E:\NC\2428-H2G1 - 串联电脑(通过网络打开编程电脑这份 NC):
\\Desktop-812c1m7\NC\2428-H2G1
两条路径后半段 \NC\2428-H2G1 完全相同,不同的只有最前面,于是:
- 参考路径填
E:(编程电脑那段) - 修正路径填
\\Desktop-812c1m7(串联电脑那段)
场景二:NC 直接后处理到串联电脑
- 编程电脑(后处理时直接输出到串联电脑的路径):
\\CNC01\NC\2428-H2G1 - 串联电脑(本机看到这份 NC 的路径):
E:\NC\2428-H2G1
于是:参考路径填 \\CNC01\NC\,修正路径填 E:\NC。
场景三:编程、串联以外的第三台电脑
如果做串联的既不是编程电脑、也不是 NC 所在的电脑,而是第三台机器,则无需启用扫码 NC 路径修正,不勾选即可。
场景四:用「增加网络路径」取代路径修正
如果后处理时 NC 路径填的本就是网络路径,还有更省事的办法:把这个网络路径直接加到软件的目录树里,就能直接访问,无需再映射成本地盘符、也无需设路径修正。
操作:点目录区的路径按钮,选「增加网络路径」,填入该网络路径即可;加好后它会出现在左侧目录树,扫码时软件直接经它访问到 NC。
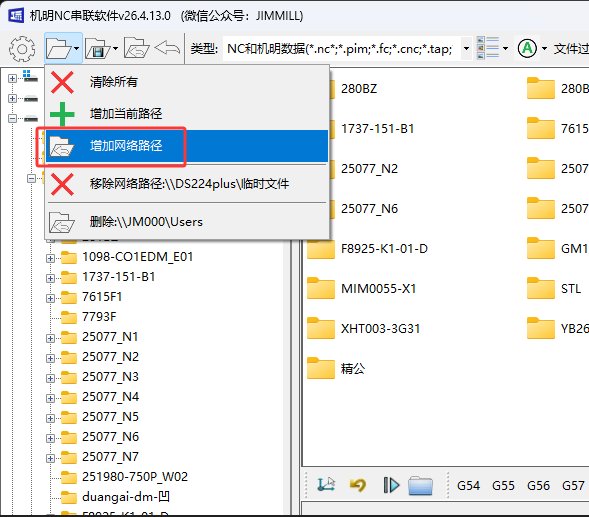
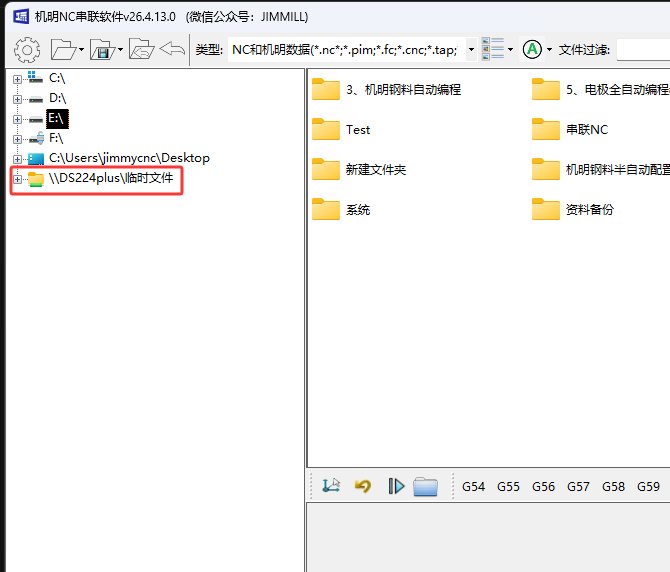
同一菜单里还有「移除网络路径」「清除所有」,可管理已加入的网络路径。扫码上传的完整流程见《扫码上传机床》。
相关页面
- 参数配置·NC 编辑 — 程序头尾、删行、分中、分割
- 参数配置·插入代码 — 换刀 / 对刀 / 补正 / 镜像 / 旋转
- 参数配置·基本参数 — 坐标系、刀具区分、串联行为开关
- 扫码上传机床 — 串联后上传机床,扫码定位 NC
- 串联操作演示 — 整体串联流程与导入操作