电极(铜公)自动编程全流程
本文以单个常规电极(铜公)为例,端到端演示从读取模型到生成 NC 程序与程序单的完整编程过程。阅读完成后你将掌握电极编程的全流程,以及不同模型特征下的策略选择思路。
适用场景:单个常规电极,不套用现有刀路模板,手动设置策略参数。常规电极结构由电极头 + 基准面 + 基准台三部分组成,特征结构非常固定。正是这一固定结构,奠定了电极模块界面布局与功能结构的针对性和工艺性——电极刀路的每个策略都对准特定的加工区域,这也是电极模块区别于模料模块的根本之一。
常规电极 vs 异形电极:本文针对常规电极(具有完整的电极头、基准面、基准台特征结构)。异形电极(如基准台不完整、带凹槽、贴边等)属于后续进阶内容,处理方式可参见本页末尾的「分支场景备忘」。
前提:机明已正常启动并加载在 PowerMILL 之上,且已完成刀具库的基本配置。
概览:电极编程加工工艺路线
大刀首粗 → 小刀再粗清角(视特征决定) → 基准光刀 → 精光 → 刻字
整个过程通过在「刀路参数 › 电极刀路」界面中,按工艺顺序依次加载并配置开粗 / 基准 / 光刀 / 刻字四种策略文件夹来完成。这里的工艺,正是"产品从毛料到成型的过程和方法"——若把最终刀路看作产品,电极刀路的形成过程就是:大刀首粗 → 小刀再粗 → 基准光刀 → 光刀 → 刻上电极编号。
为什么先学电极刀路参数:电极刀路参数虽是加工参数中的一项,却最适合作为入门起点。一方面,掌握它就能快速学会用机明编电极;另一方面,其他参数界面的模板通用性强,按软件默认设置即可适配大部分电极加工。因此学习阶段建议各参数界面均保持软件默认值,先把电极刀路的功能与用法掌握扎实,再深入其他参数界面。
四大策略模块的加载次数规则:开粗又分首粗与再粗——首粗、基准、刻字每个专案只能加载一次,而再粗与光刀可不限次数加载。每个模块都集合了多个策略,刻字模块则有多种刻字方法。电极编程的核心,与其说是"设置参数",不如说是策略模块及其策略的选择与组合——不同选择能派生出千变万化的刀路参数,从而满足各种简单或复杂电极的编程需要;真正需要手动设置的参数其实很少。
步骤 1 确认全局模板
导入模型前,先核对当前所用的全局模板。
- 切换到「参数 › 工件参数」,查看当前已选的全局模板名称是否符合本次加工需求(机床类型、火花位等级等)。
- 初学建议:火花位、后期参数、程序单模板等均可保持软件默认值,待熟悉流程后再逐步调整。
详见 参考手册 › 工件参数。
步骤 2 读取模型
- 单击顶部工具栏的「读取」按钮,打开文件操作对话框。
- 单击「常用路径」快速跳转至模型文件目录。
- 选择要导入的模型文件(支持
.igs、.stp、.x_t等格式)。 - 在导入附加选项中勾选以下三项:
| 选项 | 作用 |
|---|---|
| 分析曲面 | 导入时自动识别各类曲面并以多色阴影方式显示,方便后续分析 |
| 改变颜色 | 按曲面类型着色,视觉上快速区分顶面、侧壁、基准台等区域 |
| 输入分界角 | 填写 15(度),用于区分平坦面与陡峭面,影响后续边界/毛坯的自动判断 |
- 单击确认,软件自动完成摆正与曲面分析,弹窗显示耗时后单击「确定」关闭。
要点:单个电极使用「前台导入」;批量处理多个电极时可切换为「后台」模式。
步骤 3 设置工件参数
切换到「参数 › 工件参数」,确认以下关键项:
- 工件类型:选择「电极工件」——此选择决定后续界面是否显示电极专属参数(火花位、基准台高度等)。
- 火花位(放电间隙):在火花位列表中确认各档间隙值与本次加工要求是否一致;列表的档数与各档数值随所用工件参数模板而定(不是固定的精/中/粗三档),以当前模板保存的设置为准。
- 基准台高度:按实际电极设计尺寸填写。
- 工件信息(名称/编号):填写工件名称或专案号,后续 NC 命名与程序单将自动引用此信息。
详见 参考手册 › 工件参数。
步骤 4 分析模型特征,确定策略组合
在设置刀路参数之前,先通过模型分析了解模型关键特征,以决定需要哪些策略以及用多大的刀具。
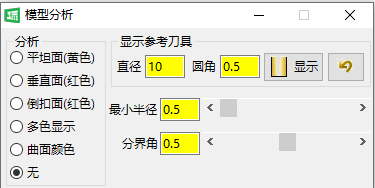
4a 分析内拐角半径——判断是否需要再粗
- 单击界面右下角的彩色图标,打开「模型分析」对话框。
- 在「最少半径」中依次输入计划使用的刀具半径(如
5、2):
- 模型大部分面显示绿色:当前刀具可以到达;
- 局部拐角显示红色:该区域用当前刀具无法加工到位,需换更小刀具或增加再粗清角。 - 例如输入
5(即 D10 刀具)时出现红色拐角,再输入2(D4 刀具)后全部变绿,则首粗后需增加一条 D4 再粗。
4b 分析两区域间距——判断首粗刀具是否进得去
在模型分析中,使用「显示参考刀具」功能:临时生成一把常用首粗刀具(如 D10),在两个独立区域之间移动,直观判断该刀具能否进入间隙、加工此区域要用多大刀具、需不需要再粗等。若进不去,需缩小首粗刀具或增加再粗。
- 继续移动参考刀具,使刀具侧壁与拐角两侧延伸面贴合,即可判断当前刀具加工后所残留的余量。
- 除参考刀具外,也可用测量工具直接测量两区域间的最小距离。
- 分析完毕后,单击「多色显示」取消参考刀具显示,退出模型分析对话框。
4c 判断顶面类型
- 顶部为曲面:需球刀平行精光顶面,再用平底刀等高精光侧壁,并启用「R 面预留」避免侧壁等高刀路二次加工顶面。
- 顶部有平坦面:在基准策略中勾选「平坦面」即可一并处理。
步骤 5 切换到刀路参数,按工艺顺序加载策略
将界面切换到「参数 › 刀路参数 › 电极刀路」,按以下顺序在节点工具栏中依次加载策略文件夹。
核心原则:每次在节点工具栏中单击一种策略类型,即向刀路参数列表末尾追加一个对应的策略文件夹;列表中从上到下的顺序就是 NC 程序的输出顺序。
5a 加载开粗(首粗)
- 单击「开粗」,选择大刀(如 D10 平底刀)加载首粗文件夹。
- 查看模型,根据特征选择要勾选的子策略:
| 子策略 | 适用场景 |
|---|---|
| 扫面 | 顶部有多余残料需先去除时勾选,输入扫面高度(如 3 mm) |
| 试料刀路 | 需要在加工前确认分中是否正确时勾选;通常同时勾选「独立 NC」使其生成独立程序 |
| 外形开粗 | 电极头部分标准开粗,通常必选 |
| 平行中光 | 顶部曲面较大、开粗台阶明显时勾选,保证后续精光余量均匀 |
| 基准开粗 | 基准台侧边的标准开粗,通常必选 |
要点:外形开粗与基准开粗通常必不可少;扫面、试料刀路、平行中光根据具体电极特征决定是否勾选。
首粗各子策略的分工(理解"针对性"):首粗只用于开粗加工和大曲面的平行中光,其下各策略各管一块区域——
- 扫面:仅用于电极头部分在开粗前的顶面去残料加工。
- 外形开粗:仅用于基准台以上(电极头)部分的开粗,也是电极之间差异最大的区域;它能根据轮廓变化自动调整余量值,又对光刀保持恒定的预留量。
- 基准开粗:仅用于基准台以下部分外形侧边的加工。由于电极之间基准台具有明显的相似性,基准开粗参数高度通用。
- 平行中光:用于保证模型上的大曲面留有均匀余量,避免开粗后留下较大台阶,造成后续精光难度大、表面质量差。
- 凹槽开粗:针对基准面以下的封闭型腔加工,与基准开粗的区别在于"以内"(凹槽)和"以外"(外形侧边)。
正因每个策略针对性强,与之对应的参数也就具有很强的固定性与通用性,需要手动设置的参数很少——绝大多数情况按软件默认即可。
5b 加载开粗(再粗,按需)
- 若分析发现有内拐角需要清角,再次单击「开粗」,加载再粗文件夹,选择小刀(如 D4 平底刀)。
- 再粗使用参考刀路机制:软件自动在参考刀路文件夹中生成一条仅用于参考的刀路(不参与后处理),以实际前一条开粗为参考,减少再粗刀路中的碎刀路。
- 参数通常按软件默认设置即可。
关于参考刀路:加载再粗后软件自动生成的「参考刀路」会单独成一组(放在独立的参考刀路文件夹中),仅作再粗计算的参考,不输出 NC。
5c 加载基准
- 单击「基准」,加载基准台策略文件夹(每个专案只能加载一次)。
- 查看模型基准台部分:
- 若基准面以上存在平坦面,勾选「平坦面」选项,对应参数对话框将显示出来进行设置。
- 「基准面」选项默认勾选,仅加工电极的基准面。
- 「基准光刀」选项用于精光基准台侧边。
5d 加载光刀(精光)
- 单击「光刀」,加载精光文件夹,通常选用 R2 球刀做第一条平行精光。
- 边界设置:勾选「自动选面」,单击「显示曲面」确认所选区域(如电极头顶部曲面)是否正确;同时可视情况勾选「浅滩面」一并处理平缓区域。
- 若侧壁还需等高精光,再次单击「光刀」再加载一条,选用平底刀(如 D4),将「曲面策略」改为「等高」,并勾选「R 面预留」输入偏置值(如
0.1),避免等高刀路二次加工上一球刀已精光的顶面。 - 此处无需再次定义曲面,软件自动继承上一条球刀平行光刀所选的边界区域。
技巧:如果顶面区域在上一步已经显示过,单击「定义曲面」按钮即可直接复用,无需重新选面。
操作顺序:在光刀(精光)的边界设置里,先勾选「自动选面」,再单击「显示曲面」按钮,即可查看选中的加工区域是否正确。
5e 加载刻字
- 单击「刻字」(每个专案只能加载一次),选择刻字方式:
- 全自动刻字:用于电极,软件自动找到合适的刻字位置,刻上对应电极的编号等信息(无需指定位置,也没有距离门槛);
- 自动参考:由你指定刻字参考位置(如左下、右上、中中等),软件按指定位置刻字、不判断位置是否合理。例如可指定刻字位置为「中中」、字码方向为垂直方向放置,把电极编号刻在基准面的中间位置。
- 其他方式(手动指定位置等)可按需选择。
步骤 6 计算刀路
所有策略文件夹参数设置完成后,单击顶部工具栏的「计算」按钮。
- 软件自动按列表从上到下的顺序,依次连续计算所有策略,无需逐条手动触发。
- 计算期间可在 PowerMILL 中查看进度。
- 计算完成后弹窗提示耗时,单击「确定」。
提示:若在「后期参数」界面勾选了「NC 命名」「碰撞检查」「后处理」「程序单」等自动选项,计算完成后软件会自动依序执行这些后期步骤,无需手动操作。
步骤 7 检查刀路
计算完成后,对生成的刀路进行快速浏览确认:
- 使用顶部工具栏「查刀路」工具(或 PowerMILL 集成工具栏 › 机明-检查)。
- 重复单击「下一条刀路」,逐一浏览每条刀路的走刀区域和路径,确认无明显遗漏或错误区域。
- 浏览完毕后退出查刀路工具。
若发现某条刀路不符合预期:
- 返回对应策略文件夹的参数页,修改参数后仅重新计算该策略,无需重算全部。
- 若是边界或毛坯设置问题,在对应文件夹的「毛坯」或「边界」标签页调整后重算。
步骤 8 后处理与生成程序单
切换到「参数 › 后期参数」:
8a NC 命名
- 确认命名方式(专案名 / 纯数字序号)及「附加刀名」选项是否符合工厂规范。
- 电极的「附加后缀」选项用于在 NC 程序名末尾附加精公(F)/ 中公(M)/ 粗公(R)指示符,方便机台操作员区分。
8b 碰撞检查
- 勾选「碰撞检查」,软件对 NC 程序下所有刀路按当前夹持设置计算最小刀具伸出长度和避空长度,并检查是否存在过切。
- 计算结果会自动写入程序单的「刀长」「刃长」栏位。
- 注意:碰撞检查必须使用手动换刀式 NC 程序;若此时已创建自动换刀 NC,需先删除再执行碰撞检查。
「显示信息」窗口内容:碰撞检查完成后弹出的「显示信息」窗口,会显示被碰撞检查修改后的刀长、刃长,以及各刀路的碰撞与过切信息。
8c 一键后处理
- 确认各项参数(后处理器选择、程序单模板、装夹 / 机床 / 材质等下拉菜单内容)后,单击「一键后处理」。
- 软件自动按顺序执行:创建 NC → 碰撞检查 → 后处理 → 生成程序单。
- 完成后,通过界面右下角的文件夹按钮打开 NC 输出目录,查看生成的 NC 文件、程序单与图片预览信息。
详见 参考手册 › 后期参数。
提示与常见坑
模型分析先行
在设置任何刀路参数之前,先做模型分析。内拐角半径决定最小刀具;两区域间距决定首粗刀具能否进去;这两个判断不做,容易造成刀路残留或后续过切。
首粗外形开粗与基准开粗通常都要勾选
两者分工明确:外形开粗负责电极头部分,基准开粗负责基准台侧边。漏勾其中一项会导致对应区域残料过多,影响后续精光。
球刀精光 + 侧壁等高要配合「R 面预留」
先用球刀平行精光顶面,再加一条等高光刀精光侧壁。侧壁等高时必须勾选「R 面预留」并输入偏置量(通常 0.05~0.1 mm),否则等高刀路会重复加工已精光的顶面区域,产生多余刀痕。
再粗的参考刀路不参与后处理
再粗文件夹中软件自动生成一条「参考刀路」,单独放置在参考刀路文件夹中,不会输出为 NC 程序。这是软件设计行为,无需干预,参考刀路存在是为了优化再粗的残留计算,减少碎刀路。
试料刀路建议勾选「独立 NC」
试料刀路用于操机前确认分中是否正确,勾选「独立 NC」后会生成单独一条 NC 程序,方便机台操作员单独调用,不会与正式加工程序混在一起。
电极刻字优先用全自动刻字
对于电极,全自动刻字能自动找到合适的刻字位置并刻上对应编号等信息,最省事;若需要把字刻到指定位置,再用自动参考手动指定参考位置。
碰撞检查需提前设好刀具夹持
碰撞检查计算刀长/刃长的前提是刀具库中已正确设置刀柄夹持参数。若刀具夹持未设置,直身刀柄无法获得正确刀长,程序单中对应栏位将为空或不正确。
直身刀的刃长显示:直身刀做完碰撞检查后,程序单里「刃长」显示的是与「刀长」相同的数值(不是空、也不是 0)。
分支场景备忘
| 场景 | 处理方式 |
|---|---|
| 多火花位(精公/中公/粗公混合) | 在工件参数火花位列表中同时设置多档,后期参数附加后缀自动区分 |
| 基准台有凹槽(异形电极) | 在首粗中勾选「凹槽开粗」,专门加工基准面以下封闭型腔 |
| 顶面有大曲面、开粗台阶明显 | 在首粗中勾选「平行中光」,均化余量后再精光 |
| 需要验证全专案刀路自动仿真 | 先创建自动换刀 NC,右键选「自动仿真」;仿真完成后取消自动换刀 NC,再执行标准后处理 |
| 多工位编程(同一专案不同坐标系) | 在后期参数中勾选「输出时使用刀具路径坐标系」,软件自动以各刀路编程坐标系输出,一个工位生成一张程序单 |
| 一次处理多个电极(批量编程) | 整个流程都在批量参数界面完成:① 后台批量导入模型(导入时同样勾选分析曲面、改变颜色等,无需逐个导入);② 在批量列表中右键加载刀路模板(无需打开各专案即可加载,相似电极还可在列表中复制粘贴刀路参数);③ 参数全部设置完成后,后台批量计算所有专案。若在列表中勾选了碰撞检查、后处理、程序单选项,每个专案计算完成的同时会自动执行碰撞检查、后处理出 NC、生成程序单,并把最短刀具伸出长度、避空长度及所用夹持显示在程序单中。详见 模板化量产 |
相关教程
- 快速上手·第一个电极自动编程 — 精简版流程,10 分钟入门
- 模料编程全流程 — 模料编程端到端流程
- 后处理与程序单输出 — 后期参数深度讲解
- 刀路检查与优化 — 碰撞检查与过切检查详解
- 模板化量产 — 套用刀路模板批量编程