刀路检查与优化
本教程介绍在刀路计算完成之后、出 NC 程序之前,如何利用「机明-检查」选项卡和工具箱的「碰撞过切检查」与「批量仿真」,对刀路进行系统性的碰撞/过切检查、排序优化和清理,确保最终交付的程序安全可靠。
适用场景:刀路已计算完成,需要在后处理前做质量把关。
前提:机明已正常启动,所有刀路已计算完成。
整体工作流
目视浏览刀路
↓
碰撞 / 过切检查(工具箱 或 后期参数)
↓
刀路编辑(删除 / 长短刀分离)
↓
刀路优化(自动重排 / 剪裁 / 起点调整)
↓
批量清理(安全高度 / 删除空对象)
↓
准备后处理(→ 后处理与程序单输出)
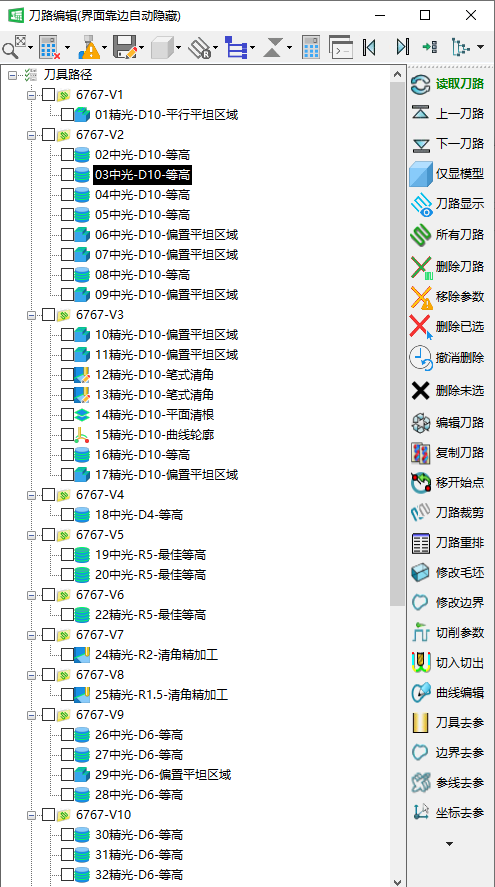
第一步 目视浏览刀路
使用「机明-检查」选项卡「显示」区的视图工具逐条确认刀路走向:
- 点击「下一刀路」/「上一刀路」,逐条激活并高亮显示刀路。
- 按需切换视图辅助显示:
- 「仅显示刀路」:隐藏模型,只看刀路轨迹;
- 「不显示连接」:关闭空切移动显示,只看切削段;
- 「不显示切入切出」:只看主体加工轨迹。 - 确认各条刀路的加工区域和走刀方式与预期一致。
- 整理完毕后,点击「收缩」折叠刀路树,使列表更整洁。
说明:「收缩」和「展开」一次性作用于当前前台专案刀路树下的全部刀路文件夹,并非只折叠/展开当前激活的那一条节点。
详见 参考手册 › 机明-检查。
第二步 碰撞与过切检查
方式一:工具箱「碰撞过切检查」(推荐,可批量)
适合在编程完成后对所有 NC 程序或刀路文件夹做一次整体检查,支持自动优化装刀长度。
- 切换到「工具」标签页,点击「碰撞过切检查」。
- 在顶部「类型」下拉框选择检查对象:
-NC程序:按 NC 程序为单位检查(最常用);
-刀路文件夹:按文件夹为单位;
-刀具路径:单条刀路。 - 点击刷新按钮,载入当前项目中的对象列表;默认全部勾选,可通过右键菜单批量调整。
- 在「碰撞检查」分组内配置参数:
- 保持「调整刀长」勾选(自动优化到最短可用装刀长度);
- 保持「先设短刀长」和「缩短刃长」勾选,获得最准确的刀长计算结果;
- 根据所用夹持设置「刀头间隙」和「刀柄间隙」(mm)。 - 如需同时检查过切,勾选「检查过切」;勾选「显示信息」可在检查完成后弹出结果报告。
- 点击「碰撞检查」按钮执行,任务在后台队列异步运行。
版本说明:「忽略辅助面」为标准版及以上功能。低于标准版时勾选该项,软件会弹出版本提示并自动取消勾选,因此低版本下此选项不生效。
方式二:后期参数「碰撞检查」标签页
在后期参数流程内手动执行碰撞检查,计算结果直接写入程序单(刀长、刃长字段)。详见 后处理与程序单输出 步骤 2。
方式三:批量仿真(全程序可视化验证)
如需做 ViewMill 材料去除仿真以直观验证加工结果:
- 切换到「工具」标签页,点击「批量仿真」。
- 选择类型(
NC程序或刀具路径),点击刷新载入列表。 - 配置仿真参数(ViewMill 模式、阴影、碰撞检查间隙等)。
- 点击「一键仿真」,仿真在后台运行,完成后问题列表自动显示结果。
版本说明:批量仿真为标准版及以上功能。低于标准版时打开此功能,软件会弹出版本提示并将该功能置灰禁用,不会静默执行。
第三步 刀路编辑
使用「机明-检查」选项卡「刀路编辑」区处理计算结果中不需要或有问题的刀路:
| 操作 | 何时使用 |
|---|---|
| 删除刀路 | 删除不需要的刀路(当前激活条) |
| 删除已选 | 批量删除多条已选刀路 |
| 撤销删除 | 误删后立即恢复(仅支持一步撤销) |
| 长短刀 | 将刀路按刀具长度分离为「长刀段」与「短刀段」,便于分别安排加工顺序 |
注意:「移除参数」会断开刀路与机明参数的关联,日常操作尽量不用;清理专案时请用「删除空边界 / 空特征 / 空参考线」代替。
详见 参考手册 › 机明-检查。
第四步 刀路优化
使用「机明-检查」选项卡「刀路优化」区在不重新计算的前提下提升加工效率与安全性:
顺序优化
- 激活目标刀路,点击「自动重排」,软件自动优化该刀路中各段的加工顺序,缩短空切总路程。
- 如需手动调整某条刀路到最前或最后,分别点击「刀路移至最前」或「刀路移至最后」。
- 如需反转整条刀路的行进方向,点击「重排刀路方向」(顺铣变逆铣或反之)。
建议:先完成自动重排等顺序优化,再执行「长短刀」分离,避免分离后顺序被打乱。
起点与连接优化
- 点击「移动开始点」,交互式调整刀路切入点位置,减少接刀痕风险。
- 点击「交错起点」,对多段刀路的起始点交错排列,避免所有段在同一位置下刀。
- 点击「加大直连接」,将刀路中过短的连接段扩大为直线连接,减少不必要的提刀。
刀路剪裁
当刀路超出实际加工区域时:
- 激活目标刀路,点击「刀路剪裁」。
- 在弹出的对话框中单独选定或临时勾画一条边界,软件即按这条边界裁去刀路超出的部分。
刀路平移
如因坐标系或定位偏差,需要整体移动刀路位置:
- 激活目标刀路。
- 点击「刀路 X 轴移动」/「刀路 Y 轴移动」/「刀路 Z 轴移动」,输入平移距离。
刀路轴向平移会同步修改安全高度与连接段高度(而非只移动切削轨迹),整条刀路连同安全 / 连接高度一起平移。
详见 参考手册 › 机明-检查。
第五步 批量清理
出程序前建议统一执行批量清理,保持专案整洁:
- 点击「批量安全高度」,为所有刀路统一设置安全高度,无需逐条激活修改。
- 点击「批量掠过高度」,统一设置掠过高度。
- 依次点击「删除空边界」→「删除空特征」→「删除空参考线」,清除无数据的空对象,减少专案文件体积。
提示:「批量刀路命名」可按规则(含刀具名与余量信息)批量重命名所有刀路,方便后续管理。
详见 参考手册 › 机明-检查 和 参考手册 › 工具箱 › 批量编辑刀具。
提示与常见坑
- 先检查再后处理:建议严格按「目视浏览 → 碰撞检查 → 编辑 → 优化 → 清理 → 后处理」顺序操作,不要在刀路未核查前直接出 NC。
- 碰撞检查须在手动换刀 NC 下进行:自动换刀 NC 无法正确提取各刀路刀具信息,导致刀长计算结果错误。
- 非直身刀具切削刃要尽量短:碰撞检查前将切削刃长度缩至最短,过长的切削刃无法得到正确的避空值。
- 长短刀分离要在重排之后:先做自动重排,再执行长短刀分离,否则分离后顺序可能被打乱。
- 「移除参数」需谨慎:该操作断开刀路与机明参数的关联,后续修改参数需重新绑定;日常清理请用「删除空边界/特征/参考线」。
- 工具箱碰撞过切检查与后期参数碰撞检查的区别:工具箱碰撞检查可独立批量对 NC 程序/刀路文件夹/单条刀路做检查,并自动调整装刀长度;后期参数中的碰撞检查是整体后处理流程的一部分,结果直接写入程序单。
相关链接
- 后处理与程序单输出 — 检查通过后的下一步
- 模板化量产 — 批量套用策略减少重复操作
- 参考手册 › 机明-检查
- 参考手册 › 工具箱 › 碰撞过切检查
- 参考手册 › 工具箱 › 批量仿真
- 参考手册 › 工具箱 › 批量编辑刀具
- 参考手册 › 工具箱总览
- 操作教程总览