后处理与程序单输出
本教程介绍从刀路计算完成到交付 NC 文件与程序单的完整后处理流程,包括 NC 命名、碰撞检查、后处理输出、程序单生成,以及多专案批量后处理。
适用场景:电极或模料刀路已计算完成,需要出 NC 程序与程序单时。
前提:刀路已全部计算完成,并已通过基本目视检查(参见 刀路检查与优化)。
整体流程概览
NC 命名 → 碰撞检查(手动换刀 NC)→ 后处理(出 NC 文件)→ 程序单生成
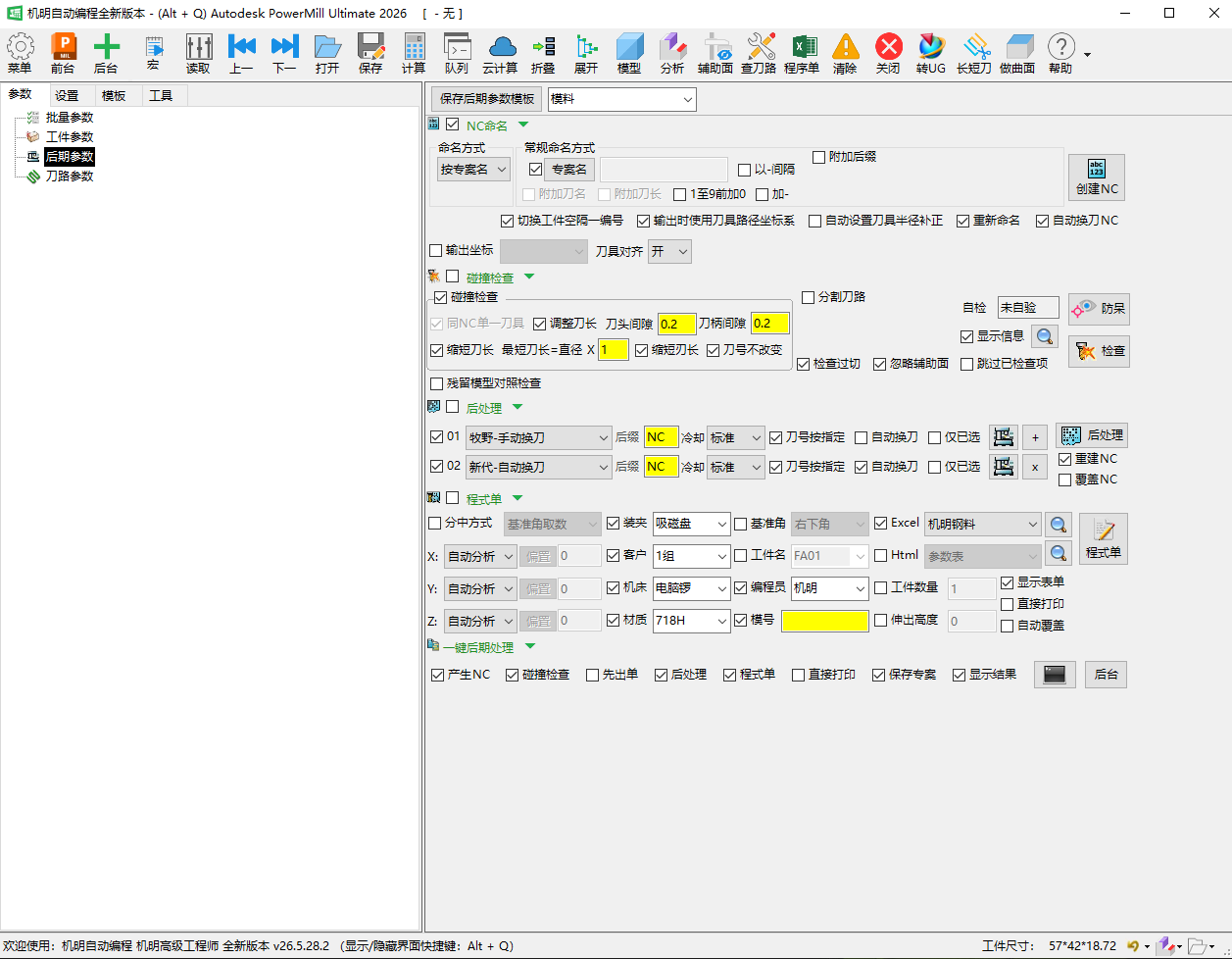
上述四步可通过一键后处理按顺序自动执行,也可在各标签页分别手动执行。后期参数界面位于:「参数」标签页 ▸ 后期参数。
步骤 1 NC 命名
NC 命名的作用是按照命名规则将刀路文件夹整理到 NC 程序节点下;只有 NC 程序节点下的刀路才参与后续的碰撞检查和后处理,不在其下的刀路不参与。
- 切换到「NC 命名」标签页。
- 选择命名方式:
- 常规方式:以专案名称或模型名称作为 NC 程序名。勾选「专案名」自动读取专案名称;取消勾选则可手动输入自定义前缀。
- 纯数字方式:软件自动取 6 位数字编号命名,适合不依赖文件名的场景。 - 如需在文件名末尾附加刀具名,勾选「附加刀名」。
- 电极模块还可在「附加后缀」中选择精公(F)、中公(M)、粗公(R)的指示符号,自动追加到对应刀路文件夹名称。
- 多工位编程时,确认「输出时使用刀具路径坐标系」已勾选(默认勾选),软件会以每条刀路的编程坐标系输出 NC,一个工位对应一张程序单。如需用不同于编程坐标系的坐标输出,可取消勾选并在 NC 程序右键菜单中指定输出用户坐标系。
- 点击「NC 命名」按钮(仅命名,不执行后处理)。
要点:自动换刀 NC 选项仅用于生成自动换刀格式的 NC 程序,碰撞检查必须在手动换刀 NC 下进行,不要在碰撞检查前勾选该选项。
详见 参考手册 › NC 命名。
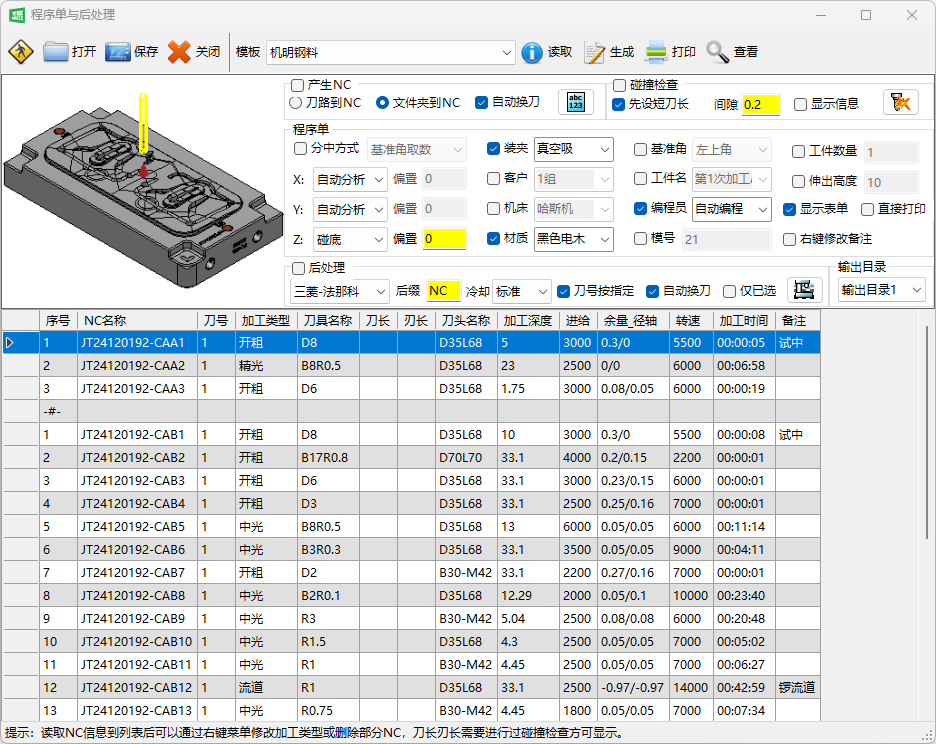
步骤 2 碰撞检查
碰撞检查会按每条刀路的刀具夹持设置,计算出 NC 程序下所有刀路所需的最小刀具伸出长度(刀长)和最小避空长度(刃长),结果自动填入程序单,同时可检查模型过切。
- 切换到「碰撞检查」标签页。
- 确认当前为手动换刀 NC(非自动换刀 NC),否则碰撞结果不准确。
-
根据所用夹持配置,设置「刀头间隙」和「刀柄间隙」数值(mm)。两项的常用默认值均为 0.2 mm;夹头实际尺寸偏大或追求更保守的安全留量时可适当加大。
-
如需检查模型过切,勾选「检查过切」。
- 如需检查完成后弹窗查看汇总信息,勾选「显示信息」。
- 点击「碰撞检查」按钮执行。
直身刀柄 vs. 非直身刀柄
| 刀具类型 | 程序单显示 | 说明 |
|---|---|---|
| 直身刀柄 | 仅「刀长」 | 无刀头夹持,只能计算整体伸出长度 |
| 非直身刀柄(带刀头) | 「刀长」+ 「刃长」 | 刀长为整体伸出,刃长为黄色切削刃最小避空长度 |
注意:使用非直身刀具时,碰撞检查前请将切削刃长度设置得尽量短;切削刃过长会导致无法计算出正确的避空值。
策略中的自动碰撞与后期碰撞检查的区别:策略中的自动碰撞在计算刀路时让刀路规避碰撞;而后期碰撞检查是对已有刀路,按刀具夹持计算出最优装刀长度,二者分工不同,互相补充。
详见 参考手册 › 碰撞检查。
步骤 3 后处理(出 NC 文件)
- 切换到「后处理」标签页。
- 软件支持同时配置多个后处理选项(对应不同机床控制器),勾选需要执行的选项,不需要的取消勾选。每个后处理选项对应独立的 NC 输出目录,电极和模料的 NC 输出目录相互独立。
- 在每个后处理选项中:
- 选择「机床后处理」(控制器格式)和「冷却方式」。
- 在文本框中直接输入或确认 NC 文件扩展名(如.nc、.tap)。 - 如当前为自动换刀机床:
- 选择自动换刀后处理器。
- 勾选「刀号按指定」和「自动换刀」选项。
- 刀具刀号需提前在刀库中设置好。 - 点击各后处理选项末尾的「后处理」按钮可单独执行该选项;点击底部「手动执行后处理」按钮则依次执行所有已勾选选项。
「重建 NC」:执行后处理前会先清空已有的 NC 文件,再按当前刀路重新生成全部 NC(非增量更新);需要保留旧 NC 时不要勾选重建。
详见 参考手册 › 后处理。
步骤 4 程序单生成
- 切换到「程序单」标签页。
- 在「Excel 程序单」下拉菜单中选择程序单模板(按工件类型和换刀方式分类,如「机明电极 FMR」、「机明钢料」、「机明电极 FMR-自动换刀」等)。
- 设置分中方式(碰数方式):
- 自动分析(默认):软件根据模型定位自动判断 XYZ 各方向碰数方式,适合常规定位。
- 手动指定:对非常规定位,分别在 X、Y、Z 方向手动选择(单边/分中/碰顶/碰底/碰指定面/基准角取数/基准孔分中/指定边取数),并输入偏置值(XY 输入正值向正向偏置,负值向负向偏置;Z 输入正值碰面后抬高,负值降低)。 - 填写工件信息(装夹、客户、机床、材质、工件名、编程员),这些内容显示在程序单对应位置,下拉菜单选项可在「程序单设置」界面增删维护。
- 选择「基准角」位置(左上/左下/右上/右下),决定程序单视图中基准字的显示位置。
- 点击「手动执行程序单」按钮生成程序单;或使用「预览程序单」打开已有程序单查看。
HTML 程序单与 Excel 程序单的区别:两者并不相同,使用各自独立的模板,输出位置也不同。Excel 程序单按 Excel 模板生成 Excel 文件,输出到程序单输出目录;HTML 程序单则按 HTML 模板生成网页版程序单,存放在专案文件夹内的程序单子目录中。需要哪种格式就选用对应模板,二者可分别输出,不能简单视为同一份程序单换格式。
详见 参考手册 › 程序单。
一键后处理(推荐流程)
对于常规单专案,推荐使用「批量操作」标签页的一键后处理,一次性自动完成全部步骤:
- 切换到「批量操作」标签页。
- 勾选需要执行的步骤(常见组合:NC 命名 + 碰撞检查 + 后处理 + 程序单)。
- 自动换刀专案需按以下顺序设置(否则碰撞检查结果不正确):
- 批量操作页:暂不勾选「自动换刀 NC」(让碰撞检查在手动换刀 NC 下完成);
- 后处理标签页:勾选自动换刀后处理器;
- 程序单标签页:选择自动换刀程序单模板;
- 返回批量操作页:再勾选「自动换刀 NC」(一键后处理最后一步才生成自动换刀 NC)。 - 建议保持「保存」勾选,防止处理完成后意外丢失结果。
- 点击「一键后处理」按钮,软件按固定顺序自动执行:NC 命名 → 碰撞检查 → 自动换刀 NC → 后处理 → 程序单 → 打印 → 保存 → 显示结果。
刀路计算后自动触发:勾选各步骤旁的「自动」选项后,下次刀路计算完成时,软件自动执行已勾选的步骤,无需手动点击。
详见 参考手册 › 批量操作。
批量后处理(多专案)
需要对多个专案批量执行后处理时,使用「批量参数」里的 后期处理 页签(与单专案一键后处理步骤类似,区别在于面向多个专案逐个执行)。
- 在 批量列表 将需要后处理的专案加入列表并勾选。
- 打开批量参数的「后期处理」页签,配置与一键后处理相同的步骤勾选。
- 点击前台或后台执行,软件自动打开每个专案,逐个执行后处理,完成后自动打开下一个专案。
详见 参考手册 › 批量参数 · 后期处理;单专案一键流程见 批量操作。
提示与常见坑
- 碰撞检查必须在手动换刀 NC 下进行:自动换刀 NC 会将多条刀路合并,碰撞检查无法从中提取各刀路的刀具信息,导致刀长计算错误。正确做法:先用手动换刀 NC 完成碰撞检查,再生成自动换刀 NC。
- NC 程序节点外的刀路不参与后处理:执行后处理前确认所有刀路都已通过 NC 命名归入 NC 程序节点下。
- 非直身刀具切削刃长度要尽量短:碰撞检查前将切削刃长度缩至最短,过长的切削刃无法计算出正确避空值。
- 多工位一工位一张程序单:启用「输出时使用刀具路径坐标系」后,每个工位的编程坐标系对应独立的程序单,确认坐标系设置正确再执行后处理。
- 分中方式不对程序单会出错:自动分析对常规定位准确,非常规定位建议手动逐轴指定,核对程序单上的碰数描述后再出图。
- 「打印」须两处同时勾选:「批量操作」的「打印」选项与「程序单」标签页的「打印」选项需同时勾选,打印才会触发。
相关链接
- 刀路检查与优化 — 后处理前的刀路质量审查
- 模板化量产 — 用模板加速重复工件的后处理配置
- 参考手册 › 后期参数
- 参考手册 › NC 命名
- 参考手册 › 碰撞检查
- 参考手册 › 后处理
- 参考手册 › 程式单(后期参数)
- 参考手册 › 程式单设置
- 参考手册 › 批量列表
- 参考手册 › 批量后期处理
- 参考手册 › 一键后期处理
- 操作教程总览